U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
This chapter summarizes the presentations that representatives of the European host countries made during the scanning study. The presentations covered a broad range of topics and perspectives. From these presentations and subsequent discussions between the hosts and team members, the team gained further insight on various aspects of the technologies and philosophies covered.
The following summarizes findings from and comments about the presentations in which the scanning team participated in the United Kingdom. Scanning team comments are in italics.
Highway Authorities Product Approval Scheme concept
The Highway Authorities Product Approval Scheme (HAPAS) is a means to approve and certify products by an impartial agency, the British Board of Agrément (BBA).
It reportedly works well when the product has a demonstration warranty.
Rapid implementation is a benefit.
Can the Highway Innovative Technology Evaluation Center (HITEC) or a spin-off fill this role?
How does this program compare to the National Transportation Product Evaluation Program (NTPEP) and other programs? Can we give the U.S. programs more clout?
Is it possible to combine HITEC, NTPEP, and the Applied Process Engineering Laboratory (APEL) into one body similar to HAPAS? Emphasis could be placed on shifting responsibility to vendors for product development after certification by the new body. A minimum 2-year warranty could be placed on a product, construction system, etc.
BBA should be involved in implementing this concept to provide information.
Performance specifications as an incentive
A good example is the Transport Research Laboratory's (TRL) demonstration of its use of cold asphalt recycling, both in situ and ex situ.
EOTA approval and reciprocity concept
The European Organization for Technical Approvals (EOTA) requires agreement among all agencies. Critical to its success is reciprocity of approvals.
A similar effort could be considered among the United States, Canada, and Mexico (with possible expansion to Central American and some South American countries). The new organization could set guidelines for product acceptance based on agreement by all participating countries. It could be called the North American Organization for Technical Approval (NAOTA) or North American Technical Organization for Product Approval (NATOPA).
This concept could be further adopted across State boundaries and internationally
.Building Research Establishment third-party approval concept
The Building Research Establishment (BRE) model may not be applicable in the United States until several prerequisite elements are in place.
Considerations must include the relationship with the construction industry and other public-private relationships.
BRE appears to be the preferred solution for many “higher science” problems.
Risk-versus-reward for trying innovations
From the design-build-finance-operate (DBFO) experience, the Highways Agency (HA) learned it needed to get away from fixed-price contracts to achieve innovation. Financiers in fixed-price contracts stifled innovation because of the risks involved, and HA has no incentive to approve a deviation from the standard.
Manufacturer process certification
This process requires the manufacturer to certify the contractor for selected products. The product may be excellent, but installation is critical.
This may be more properly termed “manufacturer certification of installer.”
It would be difficult to translate this directly to the low-bid concept, and differences need to be identified before the concept could be implemented.
Existing research data for product support
A material developer can use research data developed by an approved laboratory or research institution as part of the 2-year evaluation required by HAPAS.
Torque test
Pulse (active) thermography
Full-scale destructive testing for model calibration
This involves testing of old structures (bridges) to calibrate and refine bridge modeling and assessment.
Non-destructive evaluation (NDE) of corrosion
Composite pavements
NEWPAVE fiber-reinforced concrete inlay
Thin surface treatments
Fiber-reinforced polymer strengthening
Sustainability considerations balanced with economics
Lessons can be learned with the increasing use of recycled and reclaimed products based on economics. Specific factors include disposal costs and total energy balance, with economics as the driver.
BRE discussed whole-life costing as it relates to sustainability. We need to consider all costs. Is trucking fly ash 100 miles an effective environmental solution? We could develop material environmental sheets that look at the cost or investment in a product.
The concept of sustainability using an “eco-points” rating system and protocol was intriguing. It goes beyond traditional life-cycle cost analysis.
A previous scan on this topic found that European cost drivers are different. Sustainability falls under a division in U.S. transportation agencies, while in Europe pressure exists to integrate it throughout the agency.
Noise considerations
How can we apply negative pavement surface texture and noise considerations to portland cement concrete pavements (PCCP)?
Design-build
In European pavement design, contractors appear to have more flexibility in the decisionmaking process. We should gather more information about this and determine if a similar process can be used in the United States.
The Europeans include both an analytical consideration (e.g., counting a stiffer base when designing the surface thickness) and a procedural consideration (e.g., where the contractor can make the design decisions).
Contractor quality as a bid criterion
The performance concept in bid approval and contract awards is one of the major reasons short-term warrantees work on long-life products.
When awarding a contract, the Highways Agency puts 70 to 80 percent weight on quality and performance and 20 to 30 percent on price. The agency's intent is to move toward awarding 100 percent quality-based contracts.
Warranty and other innovative contracting mechanisms
They involve coordination of DBFO and maintenance privatization contracts.
Virgin aggregate tax
The tax is used to preserve this resource and fund research and implementation of alternate aggregate sources. It helps small companies with innovative ideas get into the marketplace.
Because of the need for reduced whole-life costs and greater durability, the Highways Agency is active in exploring new materials.
The core business today is asset management, not new construction.
To be able to maintain minimum control over initial quality, the agency probably will never go to totally performance-based standards.
Proprietary materials always have been difficult to specify since they were believed to give an unfair advantage. The agency recognizes that some proprietary products offer benefits, but procurement regulations make it difficult to obtain them.
British standards normally are broadly written and do not give incentives to newer and better materials, so cheaper materials are usually selected. New standards are developed with industry participation, but are sometimes technically driven by these participants.
The Highway Authorities Product Approvals Scheme (HAPAS) is used to assess new materials for performance specifications.
The goal is to approve the product without necessarily developing a new materials standard.
The Highways Technical Advisory Committee was formed in the BBA to conduct testing for highway materials.
Several specialist groups have been established to look at specific materials, including high-friction materials (used on approaches to intersections), crack repair systems, thin wearing courses, bituminous binders and modifiers, repair materials for concrete pavements, color retention after weathering and wear, and resin-bound colored surfaces.
Before HAPAS was formed, materials were commonly recipe based, but with a number of other vendors identifying equivalent materials, a need arose to evaluate these alternatives.
The HAPAS process typically costs $45,000 to $60,000 per product.
Case study 1: high-friction surfacing
The original material for high-friction surfacing was used to calibrate the HAPAS test procedures, since the performance of this material was known. Test apparatuses were developed to look at various properties, such as scuffing, wear, bond, skid, texture, adhesion, and freeze-thaw.
Sometimes it was not known in advance what values to use in the test procedures. Trial and error was used to refine the tests.
When a new product comes along, a 2-year field trial is usually performed. The vendor wants this pre-testing because HAPAS testing is costly and the vendor will not want to do it unless it knows the product is likely to pass.
If the new material passes, the specification may change and, in many cases, be significantly reduced in length.
Case study 2: thin wearing course systems
Noise, a big issue in the United Kingdom, has been identified as a priority by politicians.
Porous asphalt friction courses were not robust when first used, but eventually a specification was developed. At first, it was considered an expensive and generally high-risk material that did not last long. When the material began to ravel, it deteriorated quickly.
A compromise material was sought with both low-noise and durable characteristics. HA approval was provided only after field proof was demonstrated on half a dozen projects.
Since the HA was not set up to evaluate these new materials, the BBA was used instead.
Since the BBA has begun certification, the use of thin surfacing has increased dramatically.
HAPAS certification includes the approved traffic level for each material, and a site classification (difficulty of application).
Sixty percent of all English trunk roads are targeted to be quiet. Concrete is no longer used as a surface, but continuously reinforced concrete pavement (CRCP) surfaces for structural support are increasing in popularity. The concrete paving lobby advocates the use of this composite system.
All British standards for aggregates will be abolished soon, and the European standards will be used instead.
The HA likes the use of performance specifications. Shorter guarantees are being used, although contractors are not asked to guarantee underlying layers of the roadway. Some contractors have objected to building on poor substrates as a result.
Case study 3: high-modulus base.
A hard binder was attempted a number of years ago (15 Pen) with premature failure on three or four out of 20 contracts. As a result, a new test for asphalt durability was developed (pressure aging vessel with water/autoclave testing of hot-mix asphalt cores at 85° C, 2.1 megapascals, for 65 hours, which is believed to equal 8 to 10 years of aging in the presence of moisture).
Binder is recovered and a master curve developed to compare the impacts of the aging process.
It appears that the hard bitumens may be produced differently than in other countries, which would explain performance differences.
The European standard includes national options.
U.K. officials believe the country may be vulnerable to receiving inferior materials because the national specification will be less strict than other countries' specifications.
Recent problems have led to the need for new solutions. The new procurement procedure is less prescriptive and more flexible in allowing contractors to use their own materials.
For pavement structural design, requests have been made to use designs that lie somewhere between more traditional fully flexible and flexible composite structures. This requires design procedures beyond those traditionally used by the HA.
An ongoing project with TRL includes identifying foundation classes and new formulae.
The resulting procedure will allow the contractor to make the surfacing thinner if it uses a better support material.
This demonstrates that materials are being considered along with other costs in an attempt to find the best solution.
The HAPAS process has generated more polymer-modified binders, largely as a result of the durability requirements.
The BBA uses two or three labs for this process, and others can come online if the demand is there.
The specifications look at key properties in addition to the expected traffic and other, more performance-based factors.
Independent testing labs do evaluations for warranty work.
On warranty jobs, the properties are measured only if failure occurs before the end of the warranty period.
Vendors recognize that their reputations are on the line on proprietary materials. If a failure occurs in a trial site, the site often is removed and not reported. It is not until the vendor has success that it seeks HAPAS approval.
HAPAS is tough on quality control. It takes 6 months to a year for HAPAS certification, depending on the amount of field data submitted.
Typically, contractors acquire pavement design experience by hiring a consultant from one of about six firms with qualified pavement designers. The HA also hires a consultant to check pavement design. If the design follows HA procedures, approval is nearly automatic. If the design deviates, it may require additional engineering checks before being approved.
Some bridge products have been suspended from HAPAS certification, but no highway materials.
Given the movement toward normalization, a European technical approval process will likely replace HAPAS.
The European standards include many tests and levels for material quality. Countries can choose acceptable levels, and a national application document outlines the qualifications unique to each country.
Earthworks, as managed by the HA, includes management of materials, most highly variable. A wide range of materials is available in the United Kingdom, although the climate is more consistent than in the United States.
In the 1970s and ‘80s, the specification was largely methods based, an approach believed to be effective for most materials.
Recently, pressure has been on changing specifications, particularly for more modular materials.
Questions have been raised about the required level of design (life) required from the material, and what modes of failure and degradation must be resisted.
Sustainability is another consideration. A typical scenario includes reducing construction vehicle movements, meaning fewer imports and more local materials.
A scarcity of high-quality materials has led to pressure on using local materials.
Risk sharing is another consideration, with new forms of contracts shifting responsibility to contractors. Although methods specifications have been low risk, they do not necessarily spur innovation. With new contract types, however, innovation is a consideration.
Whole-life costing has also put more pressure on ensuring long-lasting materials.
Newer testing equipment, such as the nuclear testing gauge, has allowed for more rapid assessment of earthwork quality.
Tradeoffs also are being recognized. For example, the desire for improved ride quality sometimes conflicts with other targets, such as drainage.
A Web-enabled data management system is used to track design, construction records, and appraisal of the asset condition. It also will be used for risk analysis and maintenance prioritization.
Widening of the M2 and the Channel Tunnel is an example of innovative work in this area. On the M2, a shortage of material existed for constructing the embankments. The channel tunnel had material, but it did not meet traditional specifications. The specifications were reviewed and meetings were held to discuss how the material would be transported and placed. The material was approved with provisions on its application.
Composites are commonly used for strengthening structures, such as decks, abutments, and columns. They correct bending deficiencies and, to some degree, shear.
Bridge strengthening is a new application. To test this application, a trial bridge was retrofitted with various strengthening materials. At the same time, testing was conducted at TRL.
Testing the success of a strengthening application traditionally has been done with crude methods, such as sounding with a hammer, but interest is growing in exploring more advanced non-destructive evaluation methods.
Preliminary observations have shown some failures. Some are attributable to poor quality in the manufacture of the composite, rather than an installation failure.
Glass-reinforced plastic has been used on some lighter structures. The applications are precast and incorporate some recycled materials (rubber used as the wearing course of the deck is made from recycled tires). The cost was higher than more conventional forms of construction.
TRL has tested composite decks using a wheel-loading machine originally designed for expansion joints.
For concrete application, recent emphasis has been on durability.
Self-consolidating concrete has been used, but technical problems have occurred. In one case, the material did not go through the alternate procedure required for materials not covered by the standard specification. In another, a high column (35 to 40 feet) was poured, based on a change order requested by the contractor. Placement occurred quickly, resulting in segregation and other issues. The result was a failure.
Lightweight and recycled aggregates are also being evaluated.
A 120-year design life is used for structures, which limits use of poor-quality materials.
Experts are looking for ways to eliminate joints and bearings, which are weak points in structures.
Catastrophic failures on post-tensioned structures a number of years ago led to a moratorium, which was lifted after further research. The cause of the failures was inadequate grouting.
A structures management information system is being developed to inventory structures in the highways network.
The strengthening program is triggered when a given structure is being designed. Knowing the current loading and the design code, engineers can identify a need for strengthening.
Working with industry is important, especially since HA staff is limited.
The network includes 9,700 bridges and 16,000 structures.
Assets on the network are valued at about £62 billion (highways and structures).
External enclosures have been used on some structures to protect them from the elements, adding 10 to 15 percent to the cost.
Access is provided to the enclosure so the roadway underneath does not need to be closed during inspection and maintenance.
So far, enclosures have been used only on steel structures. Because of the enclosure, painting the steel is not always needed.
Some European nations use composites of various steel strengths to make beams smaller.
Weathering steels also are used for difficult access, but they can cause staining on the structure and adjoining features.
Whole-life costs are an important consideration, and include a number of inputs. Whole-life costs are used much more often in identifying the optimum techniques to use.
Standard design for a bridge deck wearing course is 5 inches of hot-mix asphalt (HMA). None of the wearing courses on bridge decks under HA control is concrete. The HA is trying thinner HMA courses, but has yet to achieve good adhesion with the waterproofing membrane.
Bridge deck waterproofing systems have evolved over time. Some waterproofing solutions have joints, but spray solutions are preferred.
Chloride ion testing is used to measure and monitor the performance of these techniques. The process involves penetrating the membrane, running the test, and then patching the membrane.
Many newer projects are design-build, but the HA will run a whole-life cost analysis of the recommended design, comparing it to the original design.
Formulas of all paints used must be reviewed by the HA, which guarantees that the formulas will remain confidential.
The paint formula is compared to the requirements by testing. If approved, it is added to the pre-approved database.
In addition to the specification sheet, the manufacturer must submit a performance history.
HA is shifting the certification process to BBA (HAPAS).
DBFO projects are one source of innovation. The contractor makes a request to use a new material. If the HA agrees, it shifts responsibility for failure the contractor.
This process is considered more a recipe specification than a method or performance specification system. The BBA waterproofing certification is derived from laboratory testing. The master plan includes the possibility of a performance requirement.
A mixture of method and performance specifications is now used, but the intent is to move toward performance specifications in the future.
If a vendor approaches the HA with a new material, first steps typically include technical dialogue, where the burden of proof is on the vendor to show the product is beneficial.
Moist cure paint systems are used at night.
Water-based paint systems have not been used.
Generally, warranties have not been used on paint. Some believe that warranties have little use because if problems arise they are likely to become legal matters.
HA procurement strategies include procurement of both maintenance and DBFO contracts.
Before 1990s, procurements with the agencies were ad hoc, on a county-to-county basis. About 90 agreements were formed. Since then, a formal procurement strategy has been put in place, and the 90 agreements have been consolidated to about 20.
Many agreements also transitioned from the local authorities to the private sector. The result is more customer-oriented goals, less public impact, and better consideration of costs.
The roles of management and execution of maintenance are being combined under a single entity to improve efficiency.
The agency is more involved in assessing performance, but leaves operational decisions to the contractor. The agency also looks for improvement in operations over time.
Contract duration is typically 5 base years plus 2-year options for maintenance contracts. DBFO contracts are typically 30 years plus a 10-year option.
For capital works, design-build contracts are used. Early contractor involvement is encouraged, including bringing the contractor in at the design stage to identify potential problems.
To date, nine DBFO contracts have been let for a total of 380 miles at a cost of £700 million (about 5 percent of the network).
DBFO contracting is nearly a 100 percent risk transfer. An example of the few risks that the agency retains is archaeological finds.
The DBFO takes responsibility for motor crashes, and the agency is indemnified. Under the Highways Act, the agency is responsible, but it is allowed to shift responsibility to a competent party (such as a DBFO). The only situation in which the agency can be held responsible is if it is found negligent in the selection of the third party (DBFO entity).
Overall, 96 percent of the work on the network is carried out by the private sector.
Two new DBFO projects are being let. On these contracts, the DBFO will be penalized if its activities affect traffic flow, although not if roadway demand exceeds capacity.
The agency has found that by transferring 100 percent of the risk to the DBFO, it is difficult to impose future agency strategies on existing contracts. Some risk, therefore, may be transferred back to the agencies.
An example is a recent policy shift toward minimizing noise. Existing DBFO contracts were steered toward high durability, with a preference for concrete pavements. The government now wants asphalt surfaces to minimize noise, leading to disagreement on how to achieve noise relief while maintaining durability.
Maintenance includes cyclical activities, such as replacing surfacing and routine repairs. Major improvements to the network would not qualify.
In old fixed-price contracts, the contractor could recommend additional improvements during construction, such as better skid or noise control, and the agency could decide whether it should be done under that contract.
The 20 procurement agreements require a minimum of five bidders on each contract. Procurement is made by a notification in the European journal. This includes invitations to bidders from other countries. The French, for example, have several contracts.
Reducing the number of contracts is not necessarily beneficial because of the reduction in government staff. It is better to take advantage of the economies of scale and strategic partnering.
Where larger contracts are used, it is common for small companies to be bought out by larger companies. Framework consultants are sometimes used, however, that employ a number of smaller consultants and contractors.
The new contract types have resulted in introduction of superior materials. The drive for thin surfacing, for example, came from DBFO contractors.
Contracts usually include network condition requirements, and construction of the facility must follow the construction specifications in place. A high-speed van is used for periodic testing for structural distresses, roughness, and skid.
Deflectographs also have been used, but TRL research determined that if a minimum level of structure is in place, structural deterioration is not a major consideration, so more emphasis is placed on functional condition. TRL is looking at traffic speed deflection assessment using a fifth-wheel device being developed by the Swedish.
Under the first DBFO contracts, trunk maintenance guidelines were used, but were found to be largely prescriptive. The new DBFO contracts set benchmarks for specific functional indicators.
For safety, the indicator is the personal injury crash rate. The number of deaths and seriously injured also may be an indicator. Obtaining this information is difficult, since it is collected by local police authorities and must be synthesized by the HA.
Self-certified measurement is used for performance assessment, but audit requirements exist. Traffic speed and flow are also operated by the DBFO, but are monitored more closely at regular intervals. The laser vehicle is run periodically by the DBFO contractor.
At the end of the contract, provisions for joint evaluation of the facility provide an opportunity to learn. Also, a residual life assessment requires that pavement not have zero life (requiring immediate repair or replacement). No means for measuring this are specified, though.
The highway agencies do not have a staff to inspect structures, but longer design life for structures (120 years) is ensured by following the design standards. A technical review process ensures that the design is done properly. The HA employs a consultant to ensure that the detailed procedures are followed.
When designers propose innovations, they are reviewed by the HA's technical staff. Under a recent overhaul of this process, requests are entered into a database. HA uses the database to rationalize future requests for acceptance or denial.
One problem with the process is that little incentive exists for the agency to accept innovations. Not much credit is given if an innovative design does well.
Many design departures have been to expedite construction rather than save money.
If a new material is of interest, the interested party will usually track its performance. If the performance is found to be acceptable, it can be incorporated into a standard.
DBFO contracts include core components and a number of options. The financiers drive many details since their investment is at risk, and they often are more conservative than the HA.
A company that brings in a technology approved in another country has a better chance of getting it accepted, but it is not guaranteed. This will become less of an issue when the European codes take effect.
The approval process continues to be refined. Precedents set by previous departure decisions are used in the decisionmaking process for future products. Follow-up is likely to see if technologies have met their claims.
DBFO contracts must follow the laws of the United Kingdom, but no local or minority employment requirements are specified.
In DBFO contracts, many routine activities are set by the contractor rather than specified by the agency.
In maintenance contracts, the contractor performs safety inspections and defines defects. If it is a serious defect (Category I), it needs to be repaired as soon as possible. A less serious defect (Category II) can be corrected within six months (or longer if the company does a more encompassing repair).
Courtesy boards are used to identify the DBFO operator.
The agency performs a network needs assessment to allocate funding. As requests come in from the districts, they are prioritized. Each of three regions is allocated a portion of the budget, which is then distributed within the region. Five criteria are used to assess which project to select: safety, economy, environment, accessibility, and integration.
About 50 percent of the budget is spent on new construction, but much of it is network widening and other improvements. Little is for new alignments.
Innovation has vastly improved the condition of the network. It has created a more strategic view, rather than a fragmented approach by local authorities.
In the past, the agency gave money to local authorities and had little control over how it was spent. This may have led to improper, or at least inefficient, use of the funds.
The Building Research Establishment (BRE) is a national research consultancy that performs research on building materials.
Until six years ago, it was wholly a government organization, but after a gradual separation from direct government control it is now private.
The Foundation for the Built Environment is a non-profit organization owned by the construction industry that oversees BRE activities.
The BRE now conducts research, consultancy, and testing of the built environment.
 |
Figure 2. Meeting with the Building Research Establishment in the United Kingdom. |
Six years ago, 90 to 95 percent of funding came from the government, but now it is about 50 percent. The remainder comes from industry.
A sister company, BRE Certification, certifies the quality of products for which no standards exist. It also looks at installation standards. BRE Certification is separate from BRE to maintain objectivity.
By taking a systems approach, an asset can be viewed in stages. For the asset to meet its intended service life, the materials and design processes must be more fully understood.
Service life assessment uses a stochastic approach rather than a deterministic one, which accounts for known variables.
The process of enhancing service life begins with the owner's requirements.
Evaluation techniques are developed to meet a need. For example, ground-penetrating radar is a commonly used procedure for identifying voids beneath the road surface.
Publication of summary documents and technical reports is key to putting results of studies into practice. Results include services such as identifying client needs, evaluating the asset, and developing a plan for renewing and repairing the asset.
Researchers have used a wide range in the predictions of the various mechanisms. Selecting a probabilistic approach allows for a more rational means to account for the variability in the various predictive models.
It is difficult to select materials for 120-year design life, since the service life of modern concretes is so short. The best option is to run tests that give some indication of long life.
A number of repair paths can be used to achieve intended service life.
Routine maintenance should be conducted at critical times to significantly extend the life with minimal cost.
Non-destructive testing is a significant benefit when assessing the success of repairs.
Active thermography uses a radiant pulse to heat a laminated repair. Differential heating occurs on bonded (versus unbonded) areas and can be viewed using infrared video imaging.
Active thermography has not been used for determining pavement layer delamination because the overlays are too thick.
To get a product considered for certification, such as lithium for alkali-silica reactivity mitigation, the first step is to approach certification officials. A plan is then developed to collect the information needed to make an acceptance decision.
Thaumasite is a form of sulfate attack that occurs under special conditions, the most critical of which is lower temperatures. Most sulfate tests are performed at warmer temperatures.
This problem was discovered on M5 as it was being strengthened to accommodate European lorries.
Much of the sulfate developed as a result of the construction process. Pyritic clay was exposed to the air during construction, and the pyrite oxidized into sulfates.
Type V cement does not mitigate this problem, but a mixture of 70 percent ground granulated blast furnace slag and 30 percent cement works well.
Optimum designs to minimize differential movements (settlements and swelling) are being studied.
U.K. officials have not used grouting extensively, but they have had great success with it where they have used it, typically in transition zones between highways and embankments.
Officials are looking at horizontal grouting techniques, such as grouting through directional drilling. A PIARC (World Road Association) partner is also looking where the grout is going using resistivity measurements.
Cone penetration testing has been used extensively for geotechnical evaluation.
Reuse of pile foundations in central London is a challenge experts are trying to solve.
Officials are interested in smart technology using piezoelectric ceramics embedded in concrete for stress levels.
Polymer replacements are being used for bentonite clay, but questions have arisen about skin friction implications.
Officials are not looking at lime-sulfate reaction since the soils that contain sulfates are stiff and do not need lime.
The biggest issues they face involve correcting existing structures rather than preparing new materials.
The Waste Resources Action Program is a government-funded program to use more waste materials.
A lot of ferrosilicate slag is available, and experts are looking for solutions on how to use these waste materials.
The slag contains trace metals that make it an environmental issue.
In concrete, leaching of metals is a consideration, as well as delay in the concrete set (delay of up to 6 days has been observed).
This project was funded by landfill tax credits.
Many sustainability and environmental performance issues must be balanced with progress. When a material is studied, its environmental and social aspects must be considered.
Environmental considerations also must be balanced with economic considerations.
Processes such as cement production have unique impacts that can be measured and balanced against each other to determine which materials to employ.
An addition to the “superior materials” definition could be materials of superior environmental performance. Not only is the material evaluated with these criteria, but also construction techniques and other activities during the life cycle (maintenance and salvage).
A rational means has been developed to balance several criteria that are difficult to quantify. The “eco-point” process, a weighting process, was developed by surveying a range of individuals, including the public, contractors, environmentalists, and politicians.
These techniques have been used for a number of civil engineering materials, including steel, concrete, asphalt.
Officials have been looking at ways to integrate service life and environmental impacts.
The goal in establishing priorities on technologies is to improve competitiveness and sustainability. The staff has the authority to accept or decline work in any particular area.
Divisions are separate (e.g., geotechnical and concrete), but some crossovers occur.
Before privatization, the money coming in was not pre-programmed. Now funding must be bid competitively, although some work is still sole-sourced.
BRE profits go to the non-profit organization that oversees BRE and are commonly reinvested in projects that make the community better.
At the Transport Research Laboratory (TRL), emphasis on international work, including World Bank projects, has increased.
Concrete roads have taken a back seat recently because of noise issues. A 10year plan calls for overlaying all concrete roads on the trunk network, starting with the noisiest pavements. Concrete may be used as a long-life layer down in the pavement structure. A recently built private road north of Birmingham has continuously reinforced concrete pavement with a hot-mix asphalt overlay.
Once design standards are improved, existing structures need to be assessed to see if they meet the newer specification.
In the United Kingdom, the rating is based on the strength of the structure.
Sometimes researchers take a full-size beam from an existing structure for testing, such as beams from structures that failed in the field. They take other specimens from structures made of materials no longer used (e.g., cast iron and precast beams made without shear links).
The goal of testing is to identify factors most significant to failure.
Some testing has explored the benefits of fiber-reinforced polymer (FRP) strengthening.
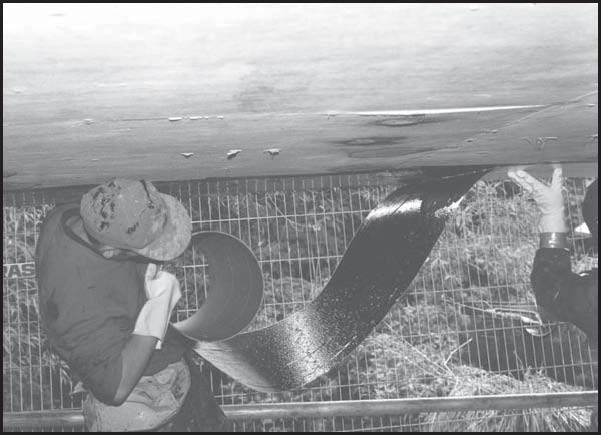 |
Figure 3. Fiber-reinforced strengthening of structures in the United Kingdom. (Photo source: TRL Limited, UK) |
TRL built two half-scale bridges to test them under design loads, not loads seen in service (which are lower).
Site tests have been conducted on bridges scheduled for replacement. This type of testing was routine 10 years ago when budgets were larger, but it is now uncommon.
The Jack Arch Bridge failed at 3.2 times the load predicted by assessment techniques used at the time.
Proof load testing has not been successful since the options are to extrapolate or load the structure to near failure, causing damage.
More than half the bridges in the United Kingdom are arch bridges, although HA links do not have as many because the facilities typically are more modern.
An improved method of assessing arch bridge behavior was developed by tests on models.
A client has asked TRL to assess a proposed repair method, a strengthening technique that consists of stainless steel reinforcement and pins.
Another company with a helefix stainless steel reinforcement system found a 60 to 70 percent increase in strength by adding the reinforced repair system.
Infill decks are common in the United Kingdom. They are designed so that the precast elements carry the load. If loads increase, however, the cast-in-place concrete may begin to carry some of the load as well. Researchers are looking at how the prestressed beam and the fill concrete interact. They are more concerned about shear than bending moments. In shear failure, the precast beam fails in a different mode than the fill concrete.
The most common use of FRP in the United Kingdom is for strengthening, and a standard guide has been developed.
The Barnfield Bridge was built without enough reinforcement by today's standard. Application of FRP resulted in 30 percent reduction in stress. A two-person crew spent four days applying FRP, adding a new layer each day.
For bridge support strengthening, another project was selected, and four consultants were invited to try their systems.
Officials believe FRP should be compared to more conventional techniques, and that the costs and the benefits of both should be weighed.
Modular FRP sections have been developed to create decks of a variety of cross sections. Two footbridges in the U.K. have used this commercial system already.
A heavy-duty system has been developed to carry truck loads. A pultrusion process is used to manufacture the panels. Fatigue testing has been completed. An accelerated wheel-testing device was used to test an FRP box section under repeated loading, and no damage was observed at the end of testing. It took three months to run the test, representing 30 to 40 years of service life. Small deck sections were then tested under alternate kinds of fatigue loading.
The goal is test procedures and tolerances that can be codified.
While FRP is more economical for larger structures than small, not many large-scale applications have been done because people want proof first on smaller structures.
Whole-life costs pick up on the advantages of FRP.
Strengthening using FRP is more economical than conventional steel plate methods.
Although not many concrete roads are being constructed, a few developments have occurred in this area.
Continuously reinforced concrete pavement (CRCP) with an asphalt surface is considered one of the most economic alternatives from a whole-life cost perspective.
A large truck is used to drop the longitudinal and transverse bars (in a mat).
Exposed aggregate concrete is used when the concrete is left exposed to the traffic. The concrete is brushed 24 to 48 hours at 20° C.
ECOPAVE is a European effort to study a strong, joint-free system.
NEWPAVE is an inlay treatment of 2 inches of a dual reinforced system using fibers and conventional reinforcement. The original concept was a 1-inch layer with a cocktail of fibers. The NEWPAVE is rolled to develop a distributed microcracking rather than large working cracks.
Driving forces in the United Kingdom include European harmonization and sustainability.
New taxes have been enacted to promote sustainability, including landfill taxes ($20 a ton now, and expected to increase) and taxes for new primary aggregates.
New performance specifications are also under development for foundation layers.
Thin surfacing products (less than 40 millimeters) are also being developed. To date, 32 thin surfacing products have been approved.
These surfaces have negative textures with flat tops on the aggregates that lead to lower noise compared to positive textures.
Most mechanistic models do not consider the change in material properties over time and depth. Modern thicker HMA pavement does not rut in the underlying layers. Most rutting is in the top layers of the HMA.
Two methods have been developed to test rutting susceptibility and compared to field rutting measurements.
In the past, a stronger foundation would not lead to a thinner structure. Newer design procedures must look at the pavement system and the contributions of each of the layers, including the use of various stabilization methods.
The next generation of design should not include overly exotic testing. Future versions can begin to use more complex tests once they become more proven and cost effective.
The Prima, a dynamic plate load system with a single geophone, was demonstrated. The cost is about US $11,000.
BBA assesses the use of products for a given purpose. It does not develop a specification around a material, but instead certifies that the material meets the stated properties.
Litigation against the BBA is low because of indemnification.
The BBA will withdrawal certifications on occasion.
Only a small percentage of BBA certifications are HAPAS certificates.
Agrément was started by the French as a means to assist the insurance industry. Agrément authorities are located throughout Europe, and they work together.
In France, an organization similar to HAPAS certifies highway products.
Development of the subject area panels has been easier than expected, particularly with industry cooperation.
Materials must now comply with CEN standards or have EOTA approval.
If many similar products have been issued European technical approvals, then a CEN standard is warranted.
In theory, any material can be certified, as long as it meets the technical specifications.
It is also important that the material does not change. Auditing of materials is built in to the process, allowing the BBA to suspend or withdraw a certificate if quality decreases. The BBA can perform surprise audits and site inspections.
Two years of use is required before a material can be certified. If a vendor has well-documented data, it can be accepted in lieu of a two-year trial.
One advantage of certification to the buyer is that an independent party has evaluated the product and deems it acceptable.
An advantage to the producer is the ability to look more objective in its promotion of the product.
A warranty is commonly required on the products during installation as well.
Tarmac/Anglo Industrial Minerals is one of the biggest mineral operations in the world, but it is important to justify every decision made in the company. Reasons for new materials include changing customer needs, leading-edge technology, cost reduction, and increased use of secondary materials.
Stone matrix asphalt (SMA) gets its resistance to deformation from binder selection. SMA has resistance though stone-on-stone contact. SMA is commonly preferred because of its lower cost, expedited construction, reduced spray, deformation resistance, and noise reduction. A key disadvantage is the need for large, high-quality aggregates.
Tarmac uses a proprietary thin surfacing system called Thin-Surfacing Masterpave®. Masterpave is thinner than Masterflex®, which uses polymer-modified asphalt instead of a neat asphalt binder. Material cost of these surfacing materials is higher, but the cost per area is lower because of their thinness.
The French introduced high-modulus base technologies several years ago. HMA's impermeability, including the high modulus bases and thin surfacing, is critical. Sometimes permeability is compromised when going to higher-type materials.
A target has been set for 25 percent of all construction aggregates to come from secondary sources by 2006. This can include non-mineral materials.
A tax of £1.60 per ton is charged for virgin aggregates. Legislation in the works would encourage use of secondary materials. The government pays for some materials to be used (e.g., glass).
Tarmac is working with TRL to evaluate the use of steel slag under heavy traffic. The cost of transport limits its use, and the risks are higher because of the material's greater variability. Slag users will need a waste management license, since it is considered a waste product.
Tarmac acquires secondary materials through its separate recycling business. It has established relationships with local authorities to get waste materials (e.g., concrete curbs), as well as with the steel industry. Blast furnace slag is ground to make a cement replacement, and steel slag is used as an aggregate.
The Sustainable Maintenance of Roads Using Recycling Techniques (SMART) Project follows the Linear Quarry project, which has the objective of reusing all the materials along the project during reconstruction or resurfacing.
Non-destructive testing devices are used in the field to identify in situ stiffness.
Freeze-thaw issues are not a major consideration because the climate is mild. A standard frost test exists, and a design consideration is made for no frost-susceptible materials within a certain depth from the surface.
When a producer develops a new product, the first step for a contractor is to ask for literature and supporting data. The contractor may opt to test the product in-house, but will usually ask for BBA certification instead.
New materials often are tested on a quarry haul road. Because it involves both heavy and slow loading, it is a good test of the durability of a material under accelerated conditions.
Testing of a product in the contractor's lab is usually done as a result of an inhouse committee. The board makes the final recommendations on what products deserve testing.
The following is a summary of findings from Denmark, including commentary on the observations in italics.
Warranties
Warranties in Denmark do not appear to be as strong an initiative as in the United Kingdom. Varying the lengths of warranties for different activities appears to be working, but there are few contractors (and no “mom-and-pop” contractors) to work with.
A company with an innovative product is likely to have the most success by introducing it with the highway agency. No special testing and documentation is required in this case, but a special agreement is written that includes a warranty on the performance of the pavement.
Even with use of a warranty contract, the contractor still has to perform to a minimum specification, and quality assurance activities are still carried out.
A 5-year warranty is used on asphalt resurfacing. The specifications require extensive quality control by the contractor, with the test results sent to the agency. The agency occasionally performs random, unannounced testing. The contractor submits its job mix formula.
In the United States, warranties may be misused. Denmark is still doing quality assurance testing on warranties. The focus should be on how warranties may introduce innovation.
Maintenance contracts
In long-term (15-year) maintenance contracts, performance standards are set by the local municipality, with assistance from a third-party engineering firm or institutions such as the DRI. Performance measurements are performed yearly, or as specified by a third party. This system encourages contractor innovation.
As a result of the bidding process, the municipality pays a fixed amount per year. Contractor costs must be greater than municipality payments after two-thirds of the warranty period. Unusual costs are renegotiated as needed.
Life-cycle cost analysis bidding
Bid evaluation is based on the lowest life-cycle cost, with the life defined in the contract.
Denmark is working on life-cycle cost analysis using HDM-4 software. The U.S. Department of Transportation is doing the same, and could possibly coordinate efforts.
The most economical bid has the lowest annual cost, but evaluation needs to consider the fact that competing contractors may bid different terms.
Reevaluation of existing technology
Denmark has been looking at older technology that has posed problems. An example is lean concrete bases, on which Sweden plans to conduct full-scale testing.
Instead of dismissing a product with one or two failures, determine why it failed, and reuse it if it shows promise.
Importation of proven technology
Denmark uses a new technology model similar to one used in some States in the United States. Technology developed by other countries is often tested before being used in Denmark, enabling the contractor to import highway technology rapidly.
 |
Figure 4. Replacing hot-mix asphalt in wheel paths in Denmark. (Photo source: Danish Road Institute, Denmark) |
Multi-stage product evaluation process
A process has been developed for product evaluation and acceptance that includes testing on the roadway with risk sharing by the owner, improvements, lab testing, accelerated full-scale testing, field application, and development of a road standard.
Real-life test sections
Test sections are used to monitor product performance. Test sections commonly are monitored at a minimum of yearly.
Follow-up on test sections is not done as well in the United States.
Microscopy
Thin-section testing might be useful for problem analysis (e.g., adhesion, aggregate degradation, binder intrusion, mineralogy, special filler types, and location of microcracks).
We might be doing more work in the United States using computed tomography (CT) scanning.
Block samples for accelerated rut testing
The procedure used to get samples directly from the pavement for rut testing is a technology we could use.
The box used to take in-place samples from the pavement could have useful applications, such as collecting samples for other tests in the laboratory.
Calibration of PMS model
A heavy vehicle simulator and test slabs in the field are used to calibrate the pavement management system (PMS) model.
Reflectance testing
If reflectance becomes a property of greater interest in the United States, this test could be adopted.
Resin-modified (semi-flexible) asphalt
A semi-flexible surface such as Densifalt® is an example of a technology that could be more widely used, but construction skill is needed.
Long-life wearing courses
Denmark appears to be struggling with a single definition of long-life pavements.
Highway officials are conducting an economic evaluation of long-life wearing courses, and are part of a working group consisting of representatives from the United States and other countries.
Perpetual bridge decks
Perpetual bridge decks for orthotropic decks have overlays designed for 20 to 25 years of service.
Bituminous membrane
Bituminous membrane may be able to solve environmental issues, especially in sensitive areas.
Porous asphalt for noise
This product has superior noise control, but lacks durability. Recent efforts focus on documenting the noise and spray of existing surfaces.
Noise
Noise is a hot topic.
Creating quieter pavements is a cheaper way to mitigate noise than insulating buildings or building noise walls.
A semi-flexible jointless system includes a porous asphalt skeleton filled with a cement grout to resist permanent deformation and increase impermeability. It is rut and fuel resistant. A variety of surface treatments can be used to increase friction, such as spreading sand on the surface while it is still wet. The economics is driven largely by the price of concrete, which is high in Denmark.
Traditionally, it has been difficult to get cement grout to penetrate through the asphalt layer. If voids remain in the HMA, they can create freeze-thaw problems. In the 1980s, an asphalt and concrete team improved the process, increasing permeability of the grout into the asphalt layer. When the team looked at the rheology of the material, it found that without proper viscosity, the grout could not penetrate the porous asphalt skeleton. Densiphalt has an optimized viscosity, which allows for full penetration.
The Danish International Airport, which had problems with concrete joint maintenance, tried Densiphalt on an apron near a jetway in 1998. This was of interest because the electronic jetway system requires the aircraft and jetway to park in the same spot each time. Underlying the Densiphalt was a thick bituminous layer, however, which led to permanent deformation problems under wheel loading. A forensic evaluation found permanent deformation in both the bituminous base course and the reclaimed crushed concrete base.
Further optimization of the semi-flexible system came through identification of a better gradation of the semi-flexible wearing course, as well as use of a polymer-modified binder in the underlying bituminous layers. Analysis and design of the semi-flexible system can be done with layers of elastic modeling. The semi-flexible layer needs to be thick enough to minimize high shearing forces that can occur in the underlying binder course. As loads increase, the thickness of the wearing and binder courses must increase, but the base course can decrease.
Air voids typically are 27 to 28 percent. If the air voids drop below 22 percent, it can create problems in getting the grout to penetrate. If air voids are higher than 32 percent, the system will be too rigid and prone to shrinkage cracks. A continuous high shear mixer is used to mix the grout. Distribution of the grout can be by hand or by tractor. Workers need expertise with the material to avoid trapping air in the matrix.
The grout is sensitive to drying, and care should be taken that the asphalt is not too hot during grouting. In some applications, the asphalt can be laid down in the morning, and the grouting in the afternoon. The viscosity of the grout is measured with a funnel to ensure consistency.
 |
Figure 5. Demonstration of bituminous membrane application in Denmark. (Photo source: Colas Danmark A/S, Denmark) |
Typical applications include bus lanes and truck standing areas, although it has had limited use for intersections.
Typical costs depend on the job size (bus lane versus mainline). A life-cycle cost was not done on the Danish airport job, but other issues included environmental considerations at the airfield (no penetration of fuel through the wearing course).
DRI recently tested the material with an accelerated load facility. A specimen of 1.5 square meters was loaded back and forth with a wheel. The specimen was encased in a steel box, and underlaid with a two-layer rubber support.
Reinforcement was used on a trial section (steel grid), placed between the first and second lifts within the 160-millimeter Densiphalt. A crack formed on the border of the steel grid, probably because of the difference in behavior between the steel grid reinforced section and the surrounding pavements.
The contractor provides a 5-year warranty.
Stabiflex® is a semi-flexible pavement system imported from France.
The original application method involved vibrating cement grout into pavement. The newer method uses a vibratory roller.
These surfaces commonly are used for heavy-duty application, including airports, harbors, and other heavy industrial applications (including flooring).
High-shear mixers are used for grout production.
When high smoothness is required (e.g., floors), the existing surface can be ground and an epoxy treatment applied.
This process uses a more thixotropic grout, which requires vibration for penetration.
Numerous budget cuts in Denmark have led to fewer technical experts at DRI. Technical expertise now comes from consultants.
Since January 2003, private companies have been allowed to challenge the government with a proposal to do things cheaper. If found to be valid, the contract is awarded to the private sector.
Like many agencies, DRI has a budget for pavement repair that is too small to meet system demands.
Eleven repair methods are considered acceptable on the Danish Main Road Network. Different contractors perform different repair methods. Some partnering occurs between the DRI and private maintenance contractors.
Rutting has been a particular problem.
One repair technique is HMA replacement in the wheel paths only. When public reaction was sought, it was found that people did not notice the repair.
Specifications for maintenance activities are largely prescriptive, although some maintenance elements are performance based. Resurfacing contracts, for example, have 5-year warranties.
Three districts now have maintenance contracts. The DRI selects which facilities will receive maintenance, and what activities will be performed. Contracts cover not only paving, but also other types of maintenance (mowing, etc.).
Paving contracts have an extensive quality-control program. For quality assurance, the DRI visits select jobs to collect test samples quality control data. A quality control plan that includes a job mix formula is required. On some jobs, additional testing may be required, but rarely does a contractor conduct tests beyond quality control requirements.
In Denmark, only 2 kilometers of concrete have an exposed concrete surface. An additional 10 to 15 kilometers of concrete pavement lies beneath asphalt, but it will be removed soon. It was constructed jointed without dowels, leading to ride and skid problems.
An ultra thin layer asphalt concrete known as Novachip® Combifalt was developed in France in late 1980s. Denmark began using it in the early 1990s, and since 1995 it has become common. It was introduced on DRI roads in 1998.
The system consists of a thin asphalt layer placed on a thick binder layer. Different grades are designated by the top-size of the aggregate.
The purpose of this surface is to seal cracks in the underlying pavement, as well as to improve smoothness and or skid performance. Light-colored, reflective aggregates can be imported from Norway for improved nighttime reflection.
An integrated paver is used that includes the emulsion applicator. The HMA is placed on a thick layer of emulsion. It can also be placed directly on an old concrete pavement, but only with a prime coat to ensure a good bond. In most of these cases, joints have reflected through the underlying concrete pavement, but surface disintegration has been minimal.
About 1.5 million square meters of the material is laid in Denmark a year, compared to 2.5 million ton of HMA a year.
The CEN will not include a European standard for this material, but EOTA is a means to get non-standard products such as this used.
It is not known if the CEN standards can be modified slightly for climate and other considerations in Denmark. The CEN asphalt standard is not expected to be completed until April 2005.
The DRI often determines whether a new product is more cost effective than conventional methods. If it is, the DRI can decide that it can be used.
Extrapolated data is often used to determine the life of a product.
Risks are taken more often when using new materials.
For performance warranties, distresses (e.g., rutting) are defined in advance of the contract. Warranties typically are 5 years for rutting and 1 year for smoothness. The DRI performs annual surveys on all roadway sections. The survey used for the pavement management system identifies distresses and other indicators, and contractors in charge of those sections are notified if their section is out of tolerance.
When a roadway section is found to be out of tolerance, DRI and the contractor will negotiate how best to correct the problem. Roads are expected to last 15 years. If the problem is severe enough to require replacement within 5 years, the agency typically will pay one-third of the cost and the contractor will pay two-thirds.
The low bid is not necessarily used for bid selection. Instead, life-cycle costing is used, based on prescribed discount rates and maintenance schedules (related to the design specifics).
Quality and past performance are not considered formally in the bid, but may be considered in the negotiation. In some bids, a weighting factor that accounts for past performance is used.
Since the agency and contractor share repair costs, they share the risk of trying innovative materials.
Denmark has few contractors, but they are large.
The contractor has a bond requirement for warranties, typically 2 percent of the contract amount. The bonding industry has said that 5 years is about as long as it will support.
Asphalt samples are taken from paving projects using core rigs. Bulk samples of the asphalt material are also taken from the asphalt plant.
An extraction is performed, and the asphalt binder content and gradation are determined. Penetration and softening point tests are run on the extracted binder, while Marshall testing is run on the bulk samples. Density tests are conducted on the cores and air voids are calculated.
Reflection is also measured on the cores. This is a unique specification in Denmark to ensure that roadway lighting will work as designed. Officials are working on getting the specification designated as a CEN specification. The reflection measure is pass or fail. For a while, equipment was used to measure the reflection of the surface in the field. Lab equipment was later calibrated to replicate the results of the field-testing.
A typical pavement testing sequence includes the following:
Day 1—tests on samples of asphalt material, including binder content, water content, density of aggregate, grading curve, Marshall test, reflection (lightness) of the wearing course, and recovery of binder.
Day 2—tests on drill core samples, including height, density, compaction, air voids, and reflection.
The agency's test sample results are compared to the road standards. The contractor must take daily bulk and core samples, and the agency's test samples are compared to the contractor's samples.
Contract sizes are designed as A, B, or C, which dictates the level of testing. Category C requires the most testing, including initial and production control. Categories A and B require less testing and are primarily controls of the process, such as consumption records of tack coat.
The initial and production control have a schedule of samples that are collected. Initial control typically involves two samples daily, and production control is per lot (typically 500 tons). If more than 1,000 tons are produced in a day, more than two samples are taken.
Warranty jobs involve specified sanctions. Minimum guarantees are required of the contractor.
In the United States, it is believed that if the agency tests during a warranty job, it implicitly assumes some of the risk. In Denmark, it has worked to date, but it may be a problem in the future.
The Organisation for Economic Cooperation and Development (OECD) is conducting a study of materials and processes that can be used to extend the life of roadway wearing courses to 20 to 40 years. The national road research laboratories of the various member countries are participating, including Denmark.
Other projects, such the European Study on Long-Life Pavements, are looking at the base and the pavement structure as a whole.
Participants in a recent workshop concluded that although many materials are available, logistical challenges remain, including labor demands and equipment. The toxicity of many materials also creates environmental issues. Both the benefits and costs of alternatives need to be evaluated.
Synthetic binders have been used on Danish bridge decks for some time, but for low- traffic facilities only. They are now being used on facilities carrying heavier traffic.
Semi-flexible options also are being used on bridge decks.
All of these options are labor intensive, and the initial cost generally is three to 10 times more expensive than an asphalt-wearing course.
Whole-life costing on the OECD project is being conducted with U.K. model. In Denmark, the ministry determines the discount rate. For awhile, it was set at 7 percent, while it is 3 to 5 percent in the United States.
A big consideration is the recyclability of the material. Energy consumption from the various options also needs to be considered.
Both the Forum of European Highway Research Laboratories and the Western European Road Directors are trying to define “long-life pavement.” Current thinking is that the definition should include a range of years during which no maintenance is required.
Common European definitions are difficult to develop because of language barriers and cultural differences.
A recent effort included the identification of a 20-to-25-year surfacing for steel bridge decks. It is known that rutting and sliding are key distress types, so a hard and stable surface was sought to minimize this. A friction course is also required to provide adequate friction.
Since shear stresses can be high, a sound bond was needed between the steel deck and surfacing. The mastic is laid at 240° C, and consists of 18 percent bitumen (85 Pen) and 82 percent limestone (less than 2 millimeters). Any entrapped voids in the mastic would be repaired.
The binder course must resist rutting and be able to release stresses between the wearing course and the steel deck. Bitumen in mastic asphalt is 7 percent (by weight) and 25 percent limestone filler.
Samples are taken during construction for quality control tests, including the ring and ball indication, ultimate penetration strength, and density.
In 1998, after 28 years of service, the surface of the Lillebaelt Bridge was removed and replaced. Before the surface was removed, the mastic layer was investigated to determine if it had enough remaining life to support the new surface course for at least 15 years. Conventional milling equipment was used. Where underlying layers were damaged, a full-depth reconstruction was performed.
On other bridges, performance has been fair to good. Rutting (in some cases 10 to 20 millimeters) is one distress that has been observed. The agency considers 20 millimeters a safety hazard that warrants corrective action, and 10 millimeters a standard for contractors on warranty jobs.
An investigation is underway on the use of low-strength lean concrete to eliminate reflective cracking.
Lean concrete has been banned in Denmark for almost 20 years because of reflective cracks. PCCP is not used and is not likely to be used in the near future. Use of salt is one reason, but past performance is the primary consideration.
On some sections of M3 (the circumferential road around Copenhagen), the existing lean concrete base (LCB) has resulted in an extended life of the wearing course.
In future construction, competition is expected since asphalt and cement are both candidate materials for use in the base course. In preparation for an upcoming bid, modeling and testing of LCB materials will be conducted. An incremental recursive model is used to model deterioration of LCB for decrease of stiffness.
A new Danish simulation-based design standard will incorporate these new models. An English version of the program may also be published.
To validate the response of the new material, heavy vehicle simulator testing will be conducted in Sweden (Denmark does not have a testing apparatus).
This is an example of how a material could be accepted for a project after sufficient data has been collected.
Noise is an increasingly important issue in Denmark. It has been found that the cheapest way to mitigate noise is to alter the pavement type. Porous asphalt concrete is one of the best solutions.
A self-cleaning effect occurs at higher speeds, but at lower speeds (like center city streets), this does not happen.
A set of test sections was constructed in Copenhagen to try different techniques. The alternatives include designs with binder contents ranging from 3.9 to 6.3 percent, and top sizes ranging from 2 to 5 millimeters to 16 to 22millimeters.
Two-layer porous asphalt includes a fine surface and a course base mix. A protective membrane is applied to minimize penetration into the underlying layers.
One problem with most conventional porous asphalt is that fine material migrates into the underlying parts of the layer, clogging it. By having a finer gradation at the top, any trapped fines can be blown out occasionally with water.
 |
Figure 6. Innovative hot-mix asphalt plant in Denmark. |
Care must be taken not to let material collect at the gutter line, or clogging will proceed from the edge of the road toward the centerline. A special edge drain system has been developed to channel water away from the edge into the drains.
What initiated the need was a policy decision to reduce the noise in apartments along city streets.
About a 5-decibel (dB) decrease in noise is observed with the new systems in place, but after one year the noise-reducing effect tends to decrease because of partial clogging.
This technology has been imported from the Dutch. As long as the material is kept clean, it appears to work. It becomes increasingly difficult over time to clean it, however, and almost impossible to do so after 6 years. Maintenance people do not like this pavement type because it is difficult to maintain.
The next step is to find a longer-life surface that will reduce noise. Easier-to-maintain alternatives may exist, even if they do not reduce noise as much as 5 dB.
Officials expect that over time, the noise levels of the various methods will be validated. Most are now being modeled.
Bituminous membranes are being used in road construction for the protection of groundwater facilities.
The product is manufactured by combining bitumen with various synthetic plastics (geotextiles).
In the past, the membranes were manufactured in situ by hot-spraying bitumen on top of a plastic mat or grid. This led to a non-uniform product, making some areas susceptible to leakage.
The membranes are welded in the field by applying heat. The quality of the weld is checked with non-destructive evaluation methods.
At a site in Ireland, 200,000 square meters of membrane was used to develop a pond protecting the groundwater in case of a spill. It involved 90,000 meters of welding, all quality checked.
A project is being planned in Denmark that includes fly ash. A membrane is being recommended on the embankment to protect the groundwater.
In areas where impervious clays are not readily available, membranes are more cost effective.
In the past 25 years, Europe has used more than 7 million square meters of this product.
The NCC Roade A/S asphalt plant started production in 1987 and has produced 2 million tons so far, 120,000 to 130,000 ton per year.
To keep the dust down, the materials are kept in silos. The silos added DKK 7 million to the cost of the plant.
Natural gas is used for fuel for the burner, which also is set up for oil. Once dried, the heated materials are screened and placed into 17 insulated silos containing heaters. Nine silos are set up for more complicated mixes.
More than 200 different HMA recipes are available at the plant. The mix design is changed 50 to 60 times during the day. Many orders are small (less than 500kilogram loads).
In some cases, the mixer needs to be cleaned between batches.
Most of the raw materials are located about an hour's drive away. Eighty percent of the materials are local and 20 percent are from Sweden.
The hot mix typically is held in the silos for 24 hours. In some cases, it is held less than hour. Open-graded and/or polymer-modified mixtures can be stored only a few hours.
The plant can serve about a 100-kilometer radius (about 1 hour of haul time).
The ring and ball (R&B) temperature is in the specifications. The R&B temperature from the binder on the road and the virgin binder is 6° C.
In addition to manufacturing HMA, NCC has 16 paving crews.
Cores are used most commonly for thickness and density. The specifications establish how often testing is required, but they normally do more than the minimum.
Ten to 15 municipalities use material from the facility. Between 300 and 400 kilometers of roads are common in some of these municipalities. The recipe for a job is selected by asking the client what the application is and how it will be applied.
Customers prefer to spend a fixed amount per year, which can be represented as a stair step on cost versus time from 0 to 15 years. The alternative is to spend a lot in year 1, and do maintenance after that. The delta investment from the stair step to the large initial outlay can be a problem.
Financing roadways using warranties is difficult because bankers believe that if the company goes bankrupt, it will not be able to recover its investment by taking over the facility, as it can with real estate.
Another risk is premature failure, which could require a major reconstruction or rehabilitation. Rutting, for example, has increased significantly in recent years because of a switch to super single tires. Heavier axle loads also are permitted.
Understanding how materials perform in the field is critical to proper financing and investment. Innovative materials that demonstrate longer (and predictable) performance are beneficial.
The DRI certifies the material, establishing a control program to check the performance of the material in place. NCC and the DRI do this in a cooperative manner.
Other vendors compete against the NCC/DRI maintenance and control package, but the DRI is employed by the Ministry of Transport to help develop standards. If they come up with something new, it will be considered in the investment decision.
The DRI proposes to come in and assist in evaluating the final product, demonstrating to the municipality that the quality promised is actually delivered.
In some cases, one asphalt contractor is hired to evaluate the work of another asphalt contractor.
The DRI has been cut from 110 to 67 employees. One third of DRI income comes from consulting, which occasionally creates problems when DRI competes against private firms.
If a material is developed with public money, the intellectual property is owned by the public. If it is developed for private industry under contract, the rights stay with the sponsoring firm.
A specification is written on what a material should do, and vendors try to meet that. In many cases, the specification may be based on an existing pavement.
Thin section and plane section are two methods of microscopy for evaluating asphalt mixtures. This technology was first demonstrated in the United States under the Strategic Highway Research Program (SHRP).
Samples are prepared under vacuum with an impregnated epoxy resin that contains a fluorescent dye. A plane section is cut from the impregnated material and polished before being examined in an automatic image analysis instrument. A thin section is a cut, ground, and polished section about 30 by 40 millimeters and 20 mm thick.
Plane sections are used primarily for void content.
Stripping can be found using thin sections.
Adhesion between aggregate and binder is readily detectible.
Also detectable is whether the polymer phase has separated from the binder/ filler phase and whether the polymer has migrated to the aggregate boundary or remains disbursed.
The Danish facility gave a presentation on rut testing of block samples during the International Society for Asphalt Pavements conference in Copenhagen (see “Selection of Pavement Maintenance by use of Accelerated Load Testing,” by Carsten B. Nielsen, Jeanne Rosenberg, and Jørn Raaberg, International Society for Asphalt Pavements, Ninth International Conference on Asphalt Pavements. Volume II Proceedings: ISBN 87-91177-15-4, 2: 3-1).
A linear extrapolation is made from the rut curve generated by the accelerated load testing facility. This allows for prediction of failure without having to load to that level. A typical failure criterion is 15 millimeters.
 |
Figure 7. Block samples for accelerated loading facility testing in Denmark. |
A log-normal distribution is used in risk assessment (number of loads to failure).
Typical costs for testing of three samples is EUR 10,000 to EUR 15,000.
The following is a summary of findings from Germany with commentary on the observations in italics.
European Union standardization
EU standardization has had an adverse impact on innovation by complicating and delaying it.
Even though the EU has opened up the market for new products, Germany does not necessarily plan to use them.
The EU standards have various levels of specifications that can accept a wider range of materials, but no mechanism exists for member countries to add or subtract test procedures.
One way around the new standards is to use unique materials with no standards. A good example is reflective sheeting. With no European standard, Germany was able to develop its own standard.
The impact of the EU should be studied in more detail, including how it works and how a similar system could affect business between the United States and bordering nations.
A specification does not force a buyer to buy a product, but it can provide a more consistent product. Knowing that a product has received approval from an authoritative body has value.
NTPEP could be modified to accommodate this concept, perhaps by combining the systems of NTPEP, HITEC, and APEL. A central organization might be able to coordinate with the EOTA.
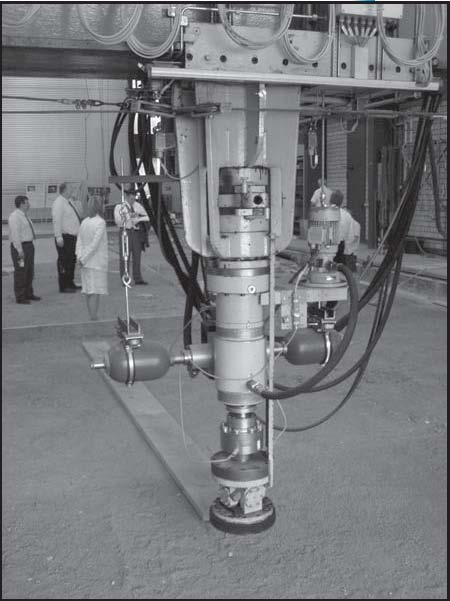
Figure 8. Accelerated loading facility in Germany.
Warranties
The use of 4-year performance warranties is in line with the United Kingdom and Denmark. The difference in Germany is the use of method specifications. The Germans also appear to have little confidence in the long-term performance of warranted work without considerable testing.
The warranty looked at only at the beginning and the end. Many believe that if a product lasts 4-to-5 years, it is sufficient.
FGSV research organization
The Road Transport and Research Association (FGSV) serves as both a research and standard-setting organization, including industry, academia, and government.
Getting a product used requires going through either FGSV or BASt.
FGSV can be considered a cross between ASTM and TRB. Another parallel is the Superpave expert task group system, which employs the expertise from several bodies.
User costs
Driving forces for innovation include worker safety, environmental (noise) issues, and quality, but not user costs.
Federal-versus-local control
Germany has more federal control than the United States, but locals can buy what they want. While the local entity does not have to follow federal direction, it generally does. Vendors that bypass the federal government probably will not do as well.
Equipment innovations
Equipment manufacturers appear to be willing to take risks with new equipment, but it takes time to get a technology in place. Performance specifications should provide the incentive to use more innovative equipment.
Much innovative equipment comes from overseas. It is possible that innovation will come from a push for an agency need (e.g., ride quality leading to better profilers).
Field trials
It is difficult for a vendor to get permission to use an unproven product.
Denmark appears to willing to try anything, while Germany appears more conservative.
Stripe wear simulator
The BASt wear simulator for paint and other traffic stripe testing is also known as RPA=Rundlaufprufanlage.
The way NTPEP does this testing is expensive, although there is a smaller and simpler device good for relative assessments.
If U.S. manufacturers were pooled, they could help fund a device. Canada also could be involved.
Accelerated load facility
Accelerated pavement testing is used to determine relative damage by trucks and to set user fees (taxes) proportionally.
The use of pulse technology to simulate full-scale accelerated wheel loading should be evaluated for laboratory testing. It should be quicker and cheaper than loaded axles.
Testing could be improved by adding a rolling wheel device.
Skid-resistance pendulum
This is an older technology used for measuring skid-resistance values of road-marking materials.
Signage evaluation and specification
It seems that private industry could accomplish this.
Asphalt design methods
More information is needed on how tire pressure, loading, pavement thickness, etc., affect pavement performance, as well as how saturation of subgrade and temperature fluctuations affect performance.
This topic was identified in previous scanning studies.
Geotextile separator
A geotextile separator is used for PCCP over a cement-stabilized base.
It is used primarily for drainage, but also acts as a cushion. This is different from earlier work with notched portland cement concrete bases.
This technology might be used between layers of SMA mixtures to prevent closure of the open asphalt.
Two-course paving
This two-course paving technology is laid during a single operation.
The concept is good, but it appears expensive. Also, it may involve logistics issues, especially since two contractors and two plants may need to be involved.
Porous asphalt (composites)
This is CRCP with a porous asphalt surface.
It is becoming popular, in part because they are fighting the catalog.
Low-temperature asphalts
The use of low-temperature mixes might be something to evaluate in the United States. Typically, the United States gets European technology many years after it is developed, so perhaps the process could be accelerated for this product.
PCCP rapid repairs
Additional information is needed on the mix details for PCCP rapid repairs.
Bridge deck surfaces
Microsilica concrete is most often used as an overlay on concrete bridge decks, but some asphalt decks are used.
Sprinkle treatment
For sprinkle treatments to be effective, innovative equipment needs to be available.
Used in the 1970s and ‘80s in the United States, the equipment was rented from England and never caught on. Perhaps it could be used for skid and noise applications, now that functional issues have become more important.
Noise
Germany has a special program with the automotive and pavement industries.
The United States needs a process to treat noise as a tire/vehicle/type of pavement/bridge expansion device system.
The organization of Bundesanstalt für Straßenwesen (BASt) includes six departments—administrative, behavior/safety, traffic, automotive, highways, and bridges.
Presentations focused on road construction. The department has six sections— PMS, geotech/aggregates, PCCP, pavement testing, HMA, and chemistry/lab.
BASt has 350 staff members, one third of them engineers.
BASt serves as a scientific advisor to the federal ministry.
Germany has 16 Laender (states), but they are less independent than in the United States. The network has 626,250 kilometers of roads. The autobahn is 1.8 percent of the network, and federal highways are 6.6 percent. These two categories constitute the federal trunk roads. Property and financial obligations for rural federal roads lie with the federal government. Cross-town links are under federal control if the population is less than 80,000, and under local control if greater.
Seventy percent of the autobahn is constructed with asphalt and 30 percent with concrete.
Germany spent EUR5 185 billion spent on federal trunk roads in 2002. The maintenance and resurfacing budget is about the same as the new construction and widening budget.
Germany spent EUR 59 million on research and development and publications.
The Road Transport and Research Association (FGSV) has 2,100 members from the administration, industry, and science. FGSV sets standards and guidelines, among other things. It has 10 research council coordinating commissions, nine group councils, 81 committees, and 145 task groups.
Contract documents are modeled after the German Building Contract Code (VOB), which is used for all types of construction (not just roads). VOB/A is related to the award of contracts, VOB/B is for the execution of contracts, and VOB/C is related to technical conditions of contracts.
In addition to the contract, there are guidelines, technical bulletins, information sheets, and recommendations. These regulations are mandatory for the federal trunk roads, and strongly recommended for other roads.
Levels of investigations on public roads include three stages:
Trial—with a systematic variation of materials and a lot of testing. It involves one site and offers no guarantee of success.
Testing—further development of material successful at the trial stage. It is performed on other roads under a wider range of conditions.
Survey—long-term performance testing with fewer measurements. The road is built according to the technical regulations with normal risk.
An example of the process, which can be lengthy, is the development of porous asphalt. The material was introduced in 1975, and information was collected on drainage asphalt constructed on single sites. From 1986 to 1993, BASt conducted a testing program. In 1991, an information sheet was published. From 1994 to 1998, the asphalt was applied on new construction. In 1998, a revised information search was published. It is likely that in 2005, porous asphalt will be incorporated into the technical supply terms.
If private industry wants to bypass the three levels of the investigation process when it introduces a product, it first must show test results, preferably on a situation with a lot of traffic (trucks). In general, it is permission to get permission to use products on the public roads.
Use of a product must be widespread, not just in one or two countries, before a European standard can be adopted.
When introducing a new product, sometimes the BASt is approached and sometimes the FGSV is asked.
Sometimes the government will allow a contractor to use a newer product, but will assign the risk to the contractor. A normal contract has a 4-year warranty on items that will be maintained. After that, the risk is with the administration. The 4-year term can be lengthened to 6 years or shortened.
EOTA provides special approval for a product that does not have a standard, while CEN provides standards. EOTA can categorize a group of products. Germany has the authority to determine whether a product approved by EOTA can be used.
Meeting participants discussed the use of geotextiles, renewal of slabs using high-performance concrete (HPC), skid-resistant and low-noise surfaces, and CRCP with an HMA surface (composite pavements).
Water often causes failures in concrete pavements. In the past, dense base courses acted as water dams. Water percolated up through the longitudinal shoulder joint, causing pumping. The resulting loss of support led to cracking.
To counter this, longitudinal edge drains covered with a geotextile are now used. In some cases, geotextile is laid beneath the entire construction.
Not only does geotextile minimize pumping, but it also creates a distinctive bond breaker. It creates a bedding function that evens support and provides a cushion for traffic forces.
A textile is laid down by unrolling it in a longitudinal direction and fixing it with studs.
After the textile is applied, construction traffic and slipform pavers can drive on it.
After 11 years, the maximum deflection of slabs with the geotextile is much less than slabs without it (constructed on lean concrete).
Concrete repair can be done with a quick-hardening HPC manufactured with a premixed sand and cement mixture. Water is added on site. Twenty MPa is achieved after 4 hours, and 50 MPa after one day. This strength gain allows for early trafficking. Most work is done at night.
After saw cuts are made on the cracked panel, it is removed by crane. Tie bars and dowel bars are drilled and inserted. Mixing is done in a small portable mixer, where water is added to the dry materials. A small vibrating screed is used for finishing. The roadway can be opened to traffic in 5 or 6 hours.
A 16-cubic-meter mixer has been developed that can be placed on the back of an 18-wheel flatbed rig.
Because of the vibrating and finishing process, the upper zones of a concrete pavement include fines at the top (mostly paste) underlaid by fines and sand, and underlaid again by fines, sand, and coarse.
Texturing is at the surface, but is eroded under traffic. The question is whether enough sand will be there to provide good skid resistance. Over time, the coarse aggregate will begin to play a part in the skid. Both microtexture and macrotexture are needed for good skid resistance at higher speeds.
A favorable texture depth is 0.4 to 0.8 millimeters, or a porous layer should be used. For concrete, sharp and cubic aggregates should be used. If no microtexture is used, surfaces will be slippery. Polish-resistant aggregates should also be used.
Transverse structuring with a hard broom (steel broom) traditionally was used to introduce texture. Since 1987, longitudinal structuring with burlap has been used to reduce noise. The surface mortar (fines and sand) is not as stable as before, so longitudinal tining, hard brooming, or turf drag is used to compensate.
Exposed aggregates also have been used in experiments, as well as open porous concrete, placed with an asphalt finisher.
A current initiative calls for quiet traffic and reduced noise. Fifty partners formed a working group called Quiet Road Traffic to study reducing noise in all transportation modes. The group also is looking at the effects of noise on people. This effort is a result of an increase in traffic noise in the past 20 years of an average of 2.5 dB(A) (decibels using an A-weighted scale).
Porous concrete was researched to reduce noise. The life was low until recently, with the introduction of newer admixtures. On B56 near Ansicht, a porous concrete overlay was used.
If porous concrete is used on top of normal concrete with joints, the joints fail quickly (within 3 years).
Open porous asphalt has a lower noise than other options, but it also has lower skid resistance. Additives used in making the porous concrete make it slippery.
CRCP is good because it does not have joints and can be overlaid with nearly any material.
CRCP with a mastic asphalt surface (wearing) course is an alternative. It provides the bearing capacity of CRCP with a renewable surface.
It also may be possible to use porous concrete as the wearing course, providing longer life.
On plain jointed concrete, dowel bars are coated with epoxy.
SMA overlays of jointed concrete pavements have been a problem because of joint movement. In addition, water can migrate through the SMA into the joints.
Polypropylene geotextile is the most common type. A European standard will be adopted for it. The specification calls for clean polypropylene, because if it contains polyethylene it is not alkali resistant.
The geotextile is only used on lean concrete bases. It cannot be used on other bases, especially unbound, since it cannot be fixed to the base.
The stress distribution in the layered system should drive the properties of the layers.
Thin layers are difficult to place because of rapid cooling and lack of compaction.
A compact asphalt system is being used in which two layers of asphalt are laid one right after the other. This allows the system to remain warm longer, improving compaction. It also ensures a better bond. This approach has other technical and economical benefits.
A unique feeder system was developed with material transported by conveyors. Material for the second paver is moved over the first paver. At least two mixing plants are required for projects employing this process. Six-hundred tons of asphalt per hour must be produced to keep the operation running continuously. Many trucks are needed, further increasing the logistic issues.
The upper and lower layers in the compact asphalt system have unique mix requirements. Rolling three or four passes without vibration is typical for breakdown. Evenness (smoothness) cannot be as easily compensated, since the system has one less layer to help correct ride issues.
When one of the two pavers breaks down, it can cause problems. Layer thickness can be difficult to determine, since the boundary is not as clear. Also, dropping the material from a conveyor belt can cause segregation.
The next step is to develop a single paver that can place the two materials at the same time. So far, no jobs have had permanent deformation issues.
A second innovation is porous asphalt in two layers (twin-layer), which was developed in the Netherlands.
It came about to solve a problem with clogging of open pores in the system, which caused a noise-reduction loss. The solution is to combine a filter and drainage system with two layers. To date, this concept is at the trial level, with only one section in place.
The top of the system is a porous asphalt 5/8, and the bottom is porous asphalt 11/16. The top is 3 centimeters, and the bottom is 5 centimeters. This is placed on top of the old binder course. The binder layer is first coated with an emulsion to minimize water infiltration.
On the trial application, chippings from the first porous asphalt layer stuck to the roller. Voids found when coring the porous asphalt system ranged from 21 to 27 percent.
A noise reduction of 8 dB(A) was found when applying this technique.
A similar reduction is found with a single layer of porous asphalt. The porous asphalt clogs at low speeds, however, reducing the benefit. On higher-speed roadways, traffic can self-clean these pavements.
A new system has been developed for the asphalt hopper to protect it from cooling down.
A technique recently implemented employs a collection system to divert the fumes from the hot HMA away from the paving operator.
An electronic monitoring system is fixed to the paver that monitors thickness before and after placement. This allows for better construction joints.
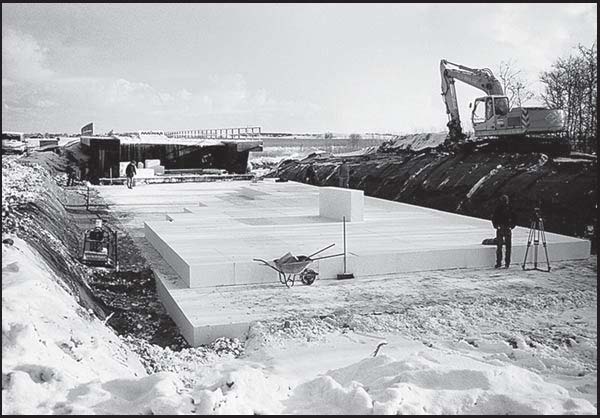 |
Figure 9. Geofoam application in Germany. (Photo Source: BASt, Germany) |
In the past, skid resistance had a loose specification, but it is now specified quantitatively.
One way this is achieved is by applying a loose set of chippings rolled into the hot-mix asphalt. These chips are selected for quality and pre-coated with asphalt before being dropped on the fresh mat.
Prediction of skid resistance is tested during the design process with a machine using a triple-cone apparatus to simulate traffic.
Most asphalt paving is done during the day. Nighttime paving results in lower quality because of visibility, and the labor force willing to work at night is limited. It is common to have two crews working on paving operations, one from early morning to noon, and another from noon to early evening.
It may take 10 years to bring the two-lift and porous systems online.
Normal SMA surfaces have been found to last about 14 years.
When considering a reduction in carbon dioxide, production of modifiers is an issue.
The most important benefit is reduction of fumes and aerosols, improving occupational safety. This is regulated in Germany to 10 milligrams per 1,000 liters.
Low-temperature asphalt mixes are one solution. They also have better compaction.
Modifiers are used that should have a decreasing viscosity above 100° C. Fischer-Tropsch paraffins are most commonly used, but they produce a lot of carbon dioxide. Montan waxes are also used, as well as fatty acid amides and zeolites. Zeolites provide a smoothing effect on asphalt mixtures during mixing and construction. They have a slow release of stored water at higher temperatures.
Three products were studied and compared to a 30/45 bitumen. Chemical characterization was performed using chromography and infrared testing. Mechanical tests (e.g., bending beam rheometer, or BBR) were also run, along with wheel track behavioral tests.
The temperature sensitivity of stiffness is increased using the modifier. The BBR test showed decreased bending with all of the binder modifiers. Ductility was significantly different, also. A correlation exists between the molecular weight of the modifier and the rutting susceptibility.
These techniques may be useful in estimating the quality of new products.
Not enough experience has been gained with these modifiers yet to test durability in the field.
Conventional laydown does not violate the occupational safety standard for exposure to gases, but if gases can be reduced the standard may be tightened.
Geofoam is used as frost protection and is technically successful, but it is more expensive than granular materials.
Geofoam showed promise in 1972 as a lightweight fill material. Geofoam was used on a full-scale model road at BASt.
In 1995, an information sheet was published on the use of expanded poly-styrol (EPS) rigid foam for road embankments.
Permanent deformations were measured periodically on the full-scale test facility at BASt. Sections at BASt included placement of concrete, gravel, and stabilized subbase directly on top of EPS. Class 3 and 5 construction was used (according to the German guidelines). Permanent deformations after 1 million passes were recorded. They included 1.74 millimeters (concrete), 3.2 millimeters (stabilized subbase), and 26.8 millimeters (gravel subbase after only 400,000 passes since cracking had developed). Reference pavement of 220millimeter asphalt, class III, was used to compare the test sections.
For the field project, location of the EPS was varied for different sections.
When looking at the surcharge versus deformation curves, the design is established for a deformation of less than 1.5 percent.
The first application of EPS was in 1995 on A31 near Emden. The native soil was 7.5-meter clay (with peat) with a bearing strength of 10 kilonewtons (kN) per square meter. The original design had a long structure, but because of economics, the structure was significantly shortened and a surcharge method for construction on the embankment was proposed.
It was important to place the EPS blocks on top of the abutment foundation. Five-hundred cubic meters of EPS blocks were placed.
A slight depression has formed above the EPS on one end, but the other end (with no EPS) has a significant depression (up to 11 centimeters).
EPS has been used in the United States, but solvents are a concern. Germany had similar concerns in applying a plastic sheet over the EPS to protect against solvents. On the other hand, this does not fall into the general strategy of containment. Probabilities are used to determine if an additional protection method is necessary.
A presentation described the relationships between the EU, CEN, and EOTA.
EOTA has several subgroups, including one to consider single products and another for several products of the same classification.
The German process is not rapid. Several steps must be accomplished before a product is used routinely. A manufacturer might be more successful going to local authorities, but a manufacturer wishing to introduce a product on the national system must approach either BASt or FGSV.
The highway authority can specify a proprietary product on a test road, but it cannot routinely specify a product by name.
When a process is desired, a number of alternative methods are defined. This allows for some competition to be established.
Recommendations for a material are described broadly, so the specifics (trade secrets) of a material do not need to be revealed. It only must meet the specifications.
The durability of a material must be established before it is adopted. Materials that appeared beneficial at first fell far short of anticipated durability. Industry is beginning to regulate itself to advance technologies with greater durability. To cut costs, however, some elements of processes are made cheaper, which results in lower durability.
The warranty period is set at 4 years by default, but this can be negotiated.
Contractor selection has changed over the past few years. In the past, a specific recommendation for a material was needed. More recently, performance specifications have been used. This appears to be the trend for the future, partly because of a decrease in staff overseeing projects.
Recently, contracts have been developed for much longer durations, such as 20 years, with payments based on the actual pavement performance compared to a target.
The thickness design is based on a catalog concept, but the catalog does not cover newer materials. In the future, Germany plans to move away from the design catalog concept and use analytical techniques instead.
Germany has a restriction on using whole-life costing because of annual budget limitations. This is one reason innovative materials are not used more often.
Ninety-five percent of the technology used since reunification came from the west, and five percent from the east. The reason was the substandard quality of materials in the east, although some experience was gained in using these substandard materials.
The western regulations were adopted throughout Germany after reunification.
High-speed construction is a big initiative in the United States, but it does not appear to be a major concern in Germany.
AASHTO standards are commonly used in the United States because they are developed by highway agency representatives. ASTM is used to a lesser extent, primarily because it is driven by industry. Selecting test methods from the European standardization will be difficult, since the number of tests to choose from likely will be fewer.
Issues such as quality control plans for thin surfacing are fixed in the regulations, including the degree of control. For the production of HMA, frequencies are fixed and laboratories must be accredited.
In recent years, the use of more rubber in HMA has been recommended, but it has been a difficult variable to control.
Quality assurance systems are not required to be in accordance with the International Organization for Standardization (ISO), but tighter control may come soon as a result of the European standardization.
There is not much participation in the International Union of Laboratories and Experts in Construction Materials, Systems, and Structures (RILEM). Part of it is the lack of road construction materials in the program.
During the asphalt warranty period, measurements are done only at the beginning and at the end, but they can go out in the interim. After the warranty period, the road is evaluated very three years.
The pavement management system is used only for prioritization requirements. One exception is skid resistance, which will trigger more immediate fixes.
Germany uses its own smoothness metric, not the international roughness index (IRI).
Materials such as rubber are used only under a mandate, although at one time there was a financial incentive.
Roads are divided into seven classes. In the specifications, a wide range of standards exists depending on the classification. The specifications are cascading, so that a higher classification of road uses additional specifications.
The road research organization provides some funding for universities, and BASt is the oversight for these monies.
Each programs is prioritized, based on the level of funding available versus the relative needs of each program.
 |
Figure 10. Signs reflecting daytime lighting at reflectivity lab in Germany. |
 |
Figure 11. Signs reflecting nighttime lighting at reflectivity lab. |
The Road Equipment Section is located under the Traffic Engineering department.
Anything installed in the road has material requiring approval before installation.
Traffic signs are driven by the public's need, and not materials.
The geometrics of the driver and the sign and the headlight range are known. Signs can be designed based on these known parameters.
Retroreflection relates the incoming and outgoing light, which also depends on the direction.
The luminance factor is a summation of this effect in all directions.
DIN EN are European standards as well as German. RABT is a special national regulation for tunnels.
When a new material is introduced, it must achieve the minimum standard.
New performance requirements may result if newer materials are used.
Light-emitting diode (LED) technologies will be demonstrated in the laboratory. Some problems have been associated with them, including “phantom” effects.
The national guidelines include a catalog for selection of approved material for road restraint systems.
The process of accepting a new material can be lengthy. The material must pass several expert panels. Requirements for design under development are clearly defined.
National guidelines will continue to be used in the future, but they no longer will include a catalog. Instead, the restraint system will be rated on performance.
To show that a material meets performance, it must be tested at an approved location (such as BASt). The new specification, EN 1317 (European), defines the process.
In this case, the material must be subjected to an impact test to specify the material. Proof of conformity is also required during production.
The standard is not yet complete, although parts have already been published and are in use. Because a performance test is being used, the possibility of using new materials is greater.
Traditionally, Germany has used steel because it is cheaper, but maintenance causes problems. At this point, quick barrier is not used in Germany.
EU member countries are not allowed to add testing to a standard. Once the European standard is set, a country may only specify the material using that standard. Exceptions are allowed only under special circumstances. If the country decides to add a test anyway, policy repercussions may be imposed.
In some cases, restraint systems are license free, which means anyone can install, fix, or maintain them. For proprietary systems, only the vendor can install, fix, or maintain them.
A typical sign is expected to last 8 to 15 years, but some last as few as 5 years.
On construction projects, signs are installed sometimes by the general contractor and sometimes by a specialty firm.
A guarantee in construction is commonly used, but the CEN standard does not require a specific time period.
It took 2 to 3 years to come up with a standard for microprismatic signs. The manufacturer provided materials used in the final specification.
An EU directive (via CEN) for construction materials includes a list that must be specified according to the European standards. For these materials, member countries cannot maintain their own specification in lieu of the CEN specification.
Various classes of material have been established in the CEN specification. Normally, they involve the same test procedure with different limits (minimums and maximums).
Minimum requirements for road marking have been identified through research.
White stripes need to be visible in all weather, and illuminated by headlights.
Marking systems include both marking materials and additives.
The Ministry of Transport first defined road marking in Germany in 1957. In 1969, the first testing of road markings was performed using test vehicles. In the 1970s, more significant testing of marking was conducted. German highways have more than 500 test marks to date.
It is becoming more difficult to find suitable test fields. In some cases, test fields have led to confusion, and in the worst case, crashes.
BASt developed a wear simulator to replace the need for field testing, but it was not ready until 1988.
The wear simulator allows results to be shown in 2 percent of the time field experiments require. The results are reproducible and traffic is not interrupted. Some test fields yield different results, however, because of differences in the test surfaces, environment, and traffic types.
EN 13197 is the standard based on the experience of the wear simulator. The wear simulator at BASt is a turntable format. The diameter is 6.4 meters. It is located in an air-conditioned room and has room for 72 test specimens.
The wheel slip angle was 1.5°, but is now 1.0°. The velocity is 60 kilometers per hour, and four wheels are used. Heating is generated during the test, and the wheel loads are 3 kN. The test temperature is 5 to 10° C.
Periodically, the samples are taken off the disc for testing of reflectivity, etc.
Over time, various components of the test system have been updated.
Rollovers on a stripe were evaluated to determine the wheel slip angle that should be used in the testing (side force).
Regulation for road markings is different for permanent and temporary striping. Some classes in the EN specification are not used.
A fingerprint is identified for the various markers for the chemistry.
The most important standards are the reflectivity of the materials, which are different for permanent and temporary markings, and under different roadway conditions. A special test apparatus evaluates the reflectivity of the markings under both daytime and nighttime conditions.
Skid resistance is also evaluated using a skid resistance tester pendulum device.
More automated measures will continue to be implemented. A second wear simulator is manufactured in Spain.
In the future, considerations will be made for a wider range of climatic conditions, both temperature and moisture.
No current marking systems resist snowplow damage, although some are better than others.
Skid resistance of the marking is second only to nighttime reflectivity, limiting some options.
Markings are of two types: Type I is normal, while Type II guarantees visibility under nighttime and wet conditions.
The marking system is selected on the surface type (concrete or asphalt).
White tapes are guaranteed to last 4 years. Only one company produces them, and they are expensive. Other stripes last two years, while paint lasts one year.
Orthotropic slabs on bridge decks are flexible structures. When a wheel passes over the slab, the asphalt will deflect 1.5 millimeters between the longitudinal supports. The surface treatment needs to be flexible enough to accommodate this.
Longitudinal cracks will occur if the softness is not sufficient. If it is too soft, rutting will occur.
Three types of pavements are used on steel bridges. The first is reactive resin, which consists of a resin primer, topped by a resin-sealing layer with chipping, covered by a bituminous buffer layer. A protective layer and wearing course are then applied for a total pavement structure of 80 millimeters. The second type has a waterproofing layer of bitumen. The third type has a resin primer with a bituminous sheet on top.
The reactive resin primer offers good protection, but is sensitive to climate and is most expensive. The second type (with the bituminous sheet) is robust and is cheapest, but it does not offer as much corrosion protection. The third type number is also susceptible to weather, since it includes resin.
Initially, when reactive resin was used, no sprinkle treatment was used. As a result, the shear resistance between the waterproofing layer and the protective layer was insufficient, leading to shoving (noted in the distortion of the markings). A gap at the edge of the pavement also opened up, since the hot mix slid sideways on top of the resin. On the other side, the gap was squeezed.
To improve testing of the waterproof system, temperature testing is now performed. A specimen is stored at a 50-degree angle at 60° C for 100 hours. The pavement must not slip more than 0.5 millimeter. Resin will meet this demand only if it is sprinkle treated, but sometimes sprinkle treatment is not sufficient to achieve bond.
Excess bitumen is sometimes needed, which causes the surface to become uneven and wavy. Creep in the waterproofing layer can occur in the asphalt. During the creep process, the aggregates grind grooves into the waterproofing layer. The remedy is the buffer layer. Cracks on the pavement also will occur on the surface between the longitudinal stiffeners at lower temperatures. Materials are needed that remain soft at cold temperatures and stiff at high temperatures.
The result is a drive toward polymer-modified bitumen. Penetration is used at higher temperatures and the Fraass Brittle point is used for low temperatures. On steel bridges, polymer-modified mixtures (mastic asphalt) typically are used.
SMA or concrete is also possible for surfaces, but investigations have showed that SMA and bitumen-concrete combinations are insufficient, especially near edges. Insufficient compaction in the SMA leads to percolation of water at various spots (seen by staining in the asphalt).
Concrete bridge decks are the most commonly used in Germany. They are commonly covered with asphalt. Only rarely is a concrete riding surface provided.
A vapor pressure relief system is provided under the deck. A glass fabric, for example, is used to allow the humidity of the concrete to be absorbed. This avoids the formation of bumps. In 1985, this technique was specified. If a crack occurred and water infiltrated, it would end up in the membrane, reducing the damage. If the water contains chlorides from salts, it would be trapped and corrode the concrete (steel reinforcement). Corrosion could not be seen, and was only noted when a destructive failure occurred.
The concrete is covered with bitumen as a welding layer, and a bitumen sheet is added. This is beneficial, but bubbles can form. As a remedy, epoxy resin is used as a primer with all permissible types of construction. The concrete surface must be prepared by shotblasting. High-pressure water can also be used, but the concrete must dry before the epoxy is applied.
Epoxy resin is flooded onto the surface to fill cracks and gaps. After 5 to 10 minutes, excess material is removed. Fire-dried quartz sand is applied as a sprinkle treatment. It is possible to shorten the process by combining the quartz sand with the resin at a ratio of 1 to 3 or 1 to 4, producing mortar. A smooth trowel is used to even out the surface of the resin mortar. The temperature range for application is 8 to 45° C. The surface temperature must be 3° C above the dew point of the ambient air. Dew or rain cannot be present. Epoxy resin must be placed when temperatures are falling (e.g., late afternoon). If temperatures are rising, bubbles can form in the primer that may lead to bubbles in the pavement.
For the third pavement type (bitumen sheet on top of resin primer), a burner must be used to warm the sheet for placement. The burner does not damage the epoxy, and the heat improves the bond strength between the sheet and the resin. The sheet must be pressed down to get a good bond. Otherwise, failure will occur.
Some vendors have developed equipment to automate this process. Most is hand propelled. The mini-roller used for pressing the sheet has dense rubber wheels. Self-propelled units still require two people to shed the excess bitumen that forms along the edge of the process.
The second pavement type uses two layers of bituminous sheets. During placement, the top layer is heavily loaded by the paver, which limits its application. It is used most commonly in southern Germany. It can be used on bridges with a steep incline. If the gradient exceeds 6 to 7 percent, this is the only option. A liquid resin (commonly polyurethane) is used. The material components are combined and delivered with a heated application hose. The combination occurs inside the spray nozzle. Since the materials are heated, reaction is rapid. Application results in a 2-to-6-millimeter thickness. This type of construction is not used often, since it is the most costly and error prone. For bridges, the asphalt mixture must meet additional requirements to provide the required protection.
Much experience has been gained, and the standards used are based on that. Incidences of failure do not negate the fact that this type of application is sufficient to cover bridges in the long run. The durability of the epoxy resin systems is probably a couple of decades. It is anticipated that the surface courses may require more frequent replacement.
Concrete surfacing is used only with smaller structures, or when the road is made of concrete as well.
For concrete surfaces, a layer of bitumen sheet, two layers of bitumen sheet, or a liquid applied resin is used. In all three cases, an epoxy layer must be underneath.
In the United States, a number of redundant corrosion protection systems are used, including epoxy-coated rebars, low-permeability concrete, and a waterproofing membrane. The Germans do not use epoxy-coated rebars, and no special measures are taken for low permeability of concrete. Waterproofing comes through the system described above, and it is believed to be sufficient.
The Germans are experimenting with quickset materials that can work under a wide range of conditions. This is important because bridgework can be done only on weekends.
The waterproofing systems have no performance specification. Construction contracts include a 5-year warranty, but that is probably too short for problems to occur.
Non-destructive evaluation methods are not used to detect potential failures. The Germans believe that the durability of the systems is such that failures will not occur. Several evaluation methods have been offered, but none stands up to practical application.
The following is a summary of relevant findings from the Netherlands, with commentary on the observations in italics.
Roads to the Future
Rapid product evaluation
A two-year evaluation period is used for new products, which speeds up the process.
Product certification
A system is used that researches and tests new products which ends in a judgment. A certificate is issued after long-term field trials.
Probabilistic risk analysis
For prescriptions and specifications, detail is developed to match risk. Probabilistic analysis is performed based on available data. Certification of compliance is conducted by an independent lab.
Maintenance contracting
The Dutch are beginning to incorporate this into design-build.
Winfrabase pavement maintenance system
Winfrabase is a software database that integrates pavement management with a construction and materials database. Combined data—including construction, materials, products, testing, and PMS pavement performance data—can result in epidemiological studies.
The whole road network becomes an experiment, and everyone has access to data. The system can answer such questions as what products perform well, and how e the smoothest roads are designed and built.
-Indiana has a similar system, as do other States, but what is unique is how this information is being used.
 |
Figure 12. Wooden guardrail in the Netherlands. |
Automatic road analyzer raveling assessment
The Automatic Road Analyzer (ARAN) laser is being used to detect raveling. The algorithm looks for data on missing aggregates with five rocks in a row missing.
Polymer content testing
Using gas chromatography, testing for the presence and possible quantification of polymers in asphalt is possible.
If the right kind of performance test is developed, the need for this is lessened.
Skid truck with large tank
The Road Analyser and Recorder (ROAR) was developed to measure skid resistance.
It consists of a large truck with a large water tank and no trailer, and allows testing for friction over extensive distances before stopping to refill the water tank.
Porous asphalt
This material provides a quiet surface on mainline routes at test sites.
Also demonstrated was a two-layer porous asphalt pavement with a geotextile layer between the layers.
Embedded lights allow an increase in the number of lanes from three to four during rush hours.
Noise resonators
Helmholtz resonators used in precast concrete panels are overlaid with porous bituminous or polymer mixes.
Noise
New noise measurement techniques include the algorithm for the mitigation from the walls.
WIM and surveillance
Weigh in motion (WIM) is used in conjunction with video surveillance for enforcement.
This could possibly be used to identify anomalous WIM readings.
Sustainability
The emphasis is on environmental impacts (sustainability, noise, energy use reduction, recycling, attractiveness to users and adjacent residents, etc.)
Ninety-eight percent of waste materials are recycled.
It is against the law to dump anything that can be recycled.
Pavement marking for tracking performance
A pavement marking system is used to track the performance of the systems in use.
Dienst Weg-en Waterbouwkunde (DWW), the Ministry of Transport, Public Works, and Water Management, is the top level. Rijkswaterstaat (RWS), the Ministry of Transport, is the next level. Under that are the regional directorates (which are like State DOTs, but also cover waterworks).
Recently, emphasis has been on the environment (sustainability) and noise.
The Netherlands is densely populated. Noise walls work, but are considered ugly, so engineering the road surface is preferred for mitigation.
Sustainability is another major consideration. Wood, for example, is used more often because it is a renewable resource. Steel corrodes and is not.
Transport along rivers and canals is the other major business. Most freight traffic comes through the Rotterdam Port.
With two-thirds of the country below sea level, flooding is a major consideration. If the dykes broke, most of the country would flood. The RWS has a EUR 3.25 billion budget, with more than 10,000 full-time equivalent in staff. EUR 950 million is spent on construction and EUR 500 million on road maintenance (primary system only). A total of 7,155 kilometers of the network is carriageway, with 3,549 objects (e.g., bridges, crossings).
Waterways consume EUR 570 million for construction, management, and maintenance.
The Road and Hydraulic Engineering Institute oversees the hydraulic and road engineering divisions.
Road engineering includes a realization and maintenance department, environmental affairs, road monitoring, road maintenance systems, and materials research.
Dienst Weg-en Waterbouwkunde (DWW) has about 300 staff, 70 percent with college degrees.
EUR 55 million is spent within the DWW annually, EUR 30 million of which is outsourced.
It is important to have a database to track the performance of sites constructed with different materials. It also is useful for maintenance planning.
The center of the database is road location data. Also included is the area of the road, condition data (measurements), noise-restraining construction, pavement loading, road weather information system (RWIS) data, and pavement information.
The road location data includes the road number, lane number, and chainage. The area includes length, width, etc.
The Netherlands has 3,250 (centerline) kilometers in its main road network. More than half of the roadways in the Netherlands are covered with porous asphalt.
Roadway condition is measured with a variety of equipment. One is the ARAN, which has been used since 1988. The Netherlands has two units, which measure smoothness and rut depth. Raveling used to be measured by visual survey, but can now be evaluated by a laser technique with the ARAN. This algorithm is based on the texture data measured by the ARAN. The cracking algorithm used was developed by the ARAN manufacturer.
Raveling is the only distress still present. Cracking and rutting are no longer a major issue. The climate is too mild for thermal cracking to be a problem.
One major disadvantage of conventional skid measurement is the water tank capacity. The new system has a large water tank. It also has a variable slip resistance for the tire, while the old system was fixed. All measurements are at 80 to 90 kilometers per hour.
Noise-restraining construction is also included. This includes the type of noise wall (height and material).
Pavement loading is from the WIM systems installed nationwide. Six sites came online at the beginning of 2002. The Dutch believe that if overloaded traffic can be avoided, the system life can be extended significantly.
If a heavy truck passes by, a photo is taken and the police are notified. The truck is pulled over, and the static weight is checked.
The country cannot tax the transport of freight across the Netherlands.
RWIS data will be collected soon. This includes 300 sites around the country that measure air temperature and humidity, as well as pavement temperature.
Dutch officials are discussing whether this information should be available to the public on the Internet. One possibility is to make the information available with a disclaimer.
Access to the data is critical. The data can be shown by geographical, static, and dynamic means.
Materials management during construction is not yet connected to the database, but this is a goal, one that will be time consuming. Information is available on test sections, but not on the entire network.
Only 2 percent of the road network is concrete. Most is porous asphalt, and the remainder is mostly dense graded asphalt.
An in-service noise index will be added soon, but the consequences to the maintenance system need to be considered first. Noise is now calculated, not measured, because it is difficult to measure it at 80 kilometers per hour without shutting down the road.
The database is accessed by drop-down lists, starting with the region, then pavement type, then data type.
The data is updated once a year. It is input automatically from the ARAN, filtered by quality-control steps.
Development costs are difficult to quantify, since the system has been developed over the years. EUR 3 million to 4 million has been spent to develop the database and software.
Global positioning system (GPS) data is used for profile measurements.
Figure 13. Pyramid of demands used in the Netherlands. (Photo Source: DWW, The Netherlands)
The system is run once it is decided that a road needs maintenance or has a construction problem. On an annual basis, 1 to 3 percent of the road network is run. Software calculates the remaining life from the information.
The raw data from the ARAN is stored, but not in the database. The data is stored in the database, but is not available to the user though the interface.
It is difficult to determine what a superior material is because the definition is likely to differ between the Netherlands and the United States. The objectives of a pavement type often is be driven by policy (e.g., noise reduction).
Invention is finding new things, but innovation is implementation of technology. Innovation can involve just improving the state of the practice, but this requires knowledge of what has been done.
Standardization is a hindrance to innovation. This is difficult enough on a national level, but even more difficult on the EU level.
If the responsibility lies with the client, a more conservative approach generally is taken.
Empiricism is also a hindrance, since it is difficult to prove that something will provide durability without a means to predict it on a more fundamental basis.
Money is a key driver to innovation. This is likely a universal component of the definition, although it can be difficult to quantify at times.
Solving problems is the second driver.
The contractor makes money, which is provided by the agency. A market is generated between the client and private enterprise. The market has to be created. Demand must be generated for recycled materials, for example, or they will not be used. Price can influence demand.
Skid resistance is a priority for the United Kingdom, which results in a different pavement (materials) design than noise mitigation, which is a key driver in the Netherlands.
The client identifies the problem, which can be real or politically driven. Research is done to find solutions, which are then implemented.
CROW is not a technical or research institute. It is a platform that organizes the work using working groups.
A new railway is being built to transport goods from Rotterdam to Germany. Originally budgeted at EUR 1.5 billion, it is now more than EUR 8 billion. The cost increase is due to the value of space requiring more tunnels, for example.
Recycling is another key problem driver. It is more difficult to mine virgin materials, but nobody wants these facilities near them.
Porous asphalt was used at first to control splash and spray, but then for noise reduction. This department and the environment department have cooperated. They wanted to increase the speed, but were rejected because of the increase in noise. This was countered by advancing the porous asphalt alternative.
Noise barriers, if constructed in full, would cost an additional EUR 4 billion.
Reclaimed materials can no longer be dumped in the Netherlands, creating an incentive and competition to sell these materials.
The Dutch believe that it can be difficult to spur innovation within an organization, so going outside of the organization is sometimes beneficial.
The Dutch stated that giving more responsibility to contractors would increase innovation, although it will depend on the risks that contractors accept when using an innovative material. The higher the risk (for example, if they must maintain the road), the more conservative an approach they are likely to take.
One disadvantage to the client for long-term responsibility is changing priorities of the agency.
The Dutch use a “pyramid of demands.” On the left side of the pyramid are models that define the relationship between the levels. On the right side are examples of each layer in the pyramid. At the top are “safety, comfort, accessibility, travel time, etc.” and at the bottom are “composition, grading, voids, degree of compaction, PSV, pen, T(R&B), etc.” Several levels of relationships must be derived before the process can be fully realized.
Implementation is difficult, especially if the horizon is 2030 technology. It is possible, however, for some technologies to be implemented today. This is especially true if a market is generated because of the technology.
The innovation test center must be implementation driven.
Monopolies are an obstacle that needs to be considered.
The RWS pays half the research and development cost and provides test and demonstration sites.
If the client wants innovation, it must accept risks.
The RWS can show regional directorates that product performance has been demonstrated.
Innovation requires broad support at all levels, especially the highest levels. If the market for the innovation is not there, it is not going to work.
The details of the innovations are kept confidential. The Netherlands has open records laws like the United States, but a confidentiality clause can be added to a contract.
France has a more innovative environment. It has a 4-year approval process, but that is changing to protect its market because the Netherlands and other countries have a shorter proofing period.
The political pressures behind the markets generated for innovation include such things as traffic congestion and noise.
Political pressures will continue to overwhelm the decisionmaking process. Life-cycle cost is a consideration, knowing that it is the best way to serve the public in the long term. More than 60 percent of the costs are related to traffic congestion.
For test trials, regional directorates are contacted. This process is not formal.
The tests at the center are a mix of small and large contractors.
Sometimes, innovation provides a minimal delta value compared to the delta costs.
Heijmans, a contractor, has been involved in several projects in the Roads to the Future initiative.
It is important that research does not stop in the laboratory, and that innovations are tried on the roadway.
Short-term research (optimization of existing technologies) and long-term research (new technology) need to be separated.
Programs like Roads to the Future and the Innovation Test Center work for long-term research, but not for short-term research. Long-term research requires stimulation via government funding.
Research needs to be looked at as not just as a product, but also as a learning process.
Rolled asphalt was an interesting concept that would not have been tried (because of the cost) without a forward-thinking, supportive system in place, sponsored by the government.
If submitted ideas are approved, a design is made and a test section constructed. The last step is follow-up.
An acoustical engineer was employed to help develop the noise-absorbing capabilities of the layer.
A synthetic binder is used in this system, which is dyed black.
The layer can include recycled materials, such as rubber particles and aggregates.
Many Roads to the Future projects are developed first as scale models.
Flexible lane marking is a technology that allows the number of lanes to be adjusted during peak hours. Even though the lanes are narrower during peak hours, traffic does not travel as fast.
Feedback from drivers was key. It was concluded that drivers do tend to follow the lines.
A second generation of the system was developed to improve the strength of the units.
Longer units pose difficulty with thermal changes, and using small modular elements helped mitigate this problem. They are half-round, so that a broad sawcut blade could be used to insert (retrofit) them into the surface easily.
The Dutch have specifications for painted lines, but it is difficult to translate them to the new technology. Competitors will want to enter the market if the demand is there, but they cannot violate patents.
The rollable pavement in the Roads to the Future program is not recyclable.
It may be possible to pull the surface up and roll it down again at a different location.
It is too soon for application of the rollable pavement because costs are high and the market is not there.
It is possible to replace the synthetic layer with a hot-mix layer.
The Roads to the Future staff is renewed every two years to keep innovation fresh.
Users can have competing interests. Both drivers and those who live adjacent to the transportation system need to be considered. Two-thirds of the public has reported annoyance with transportation, including noise. Users of industrial areas are also a consideration, because a delay in the system can translate into a cost. These three users can have competing interests.
Political considerations include safety, accessibility, environment, durability, and costs. Comfort and roadway appearance are secondary considerations. These elements are at the top of the pyramid.
Without innovation, noise will be a costly fix.
The political considerations translate into specific targets for research results.
A 4 dB(A) reduction is targeted for 2005 construction, and a 6 dB(A) reduction in 2010 (compared to dense-graded asphalt).
The target is to keep it SMART—simple, measurable, acceptable, realistic, timely. These targets should be repeated often (especially to decisionmakers), and translation between levels should be updated.
The stages of innovation include idea, concept, pilot, implementation, and use. Each stage results in a higher probability of success. At the end of each stage, a “go or no go” decision needs to be made.
Implementation is a difficult phase. The specifications should be developed as this process goes on.
Dynamic marking is an example. The first generation required electrical sources on the side of the road at each point. The next generation required fewer power sources.
The cost of trial implementation should be considered, since closing a road is expensive.
Various characteristics (e.g., cost and risk) vary in importance at each stage.
Laboratory tests (EUR 10,000 to EUR 50,000), full-scale tests (EUR 200,000 to EUR 500,000), and in situ tests (EUR 500,000 to EUR 3 million) are used.
Industry should be involved in the process, including setting the goals and timetable.
Problem development should come from higher levels. Over-specification in the early stages may kill a product that requires changes because of interim testing. The progress plan for each stage needs to be laid out in advance.
The role of the RWS is not to be just an obligatory process. It should weed out substandard materials.
Performance test standards are coming as a result of the EU open market process.
The EU structure includes rules for innovation, but it is not clear yet how they will work. EN 13108-1 to 8 are product standards, 138107-20 and 21 cover quality systems, and EN 12697 1-40 are test methods.
The product standards include various types of surfaces. In each, desired properties are and quality levels are defined.
Either an empirical or fundamental approach can be used.
The asphalt plant has to have a quality system in place.
Different classes of material are specified for different layers in the road and different roads.
The national annex contains the specified grades for each material, and can be changed. Changing standards takes a longer time.
The Information and Technology Centre for Transport and Infrastructure (CROW) brings together diverse parties to get a mix of opinions during the standardization process.
Knowledge and responsibility from the owners and the contractors need to be balanced.
For products and materials in use for a long time, the experience gained can easily be put into the specification.
For new products, it is more difficult. Competition is affected when just one contractor is able to deliver the innovative product. A competing contractor may propose a look-alike product, but the contractor must describe how the product will work. Without a product history, it is difficult to assess quality.
CROW has described the innovation process and proposed a solution to achieve it.
A certification system can be used. This involves defining properties, test methods, and quality levels. Once trial sections have demonstrated benefits, a certificate can be issued.
A number of private bodies can issue certifications. For example, noise reduction can be certified. CROW does not do certifications now, but may be able to in the future.
Another example is thin asphalt layers. CROW may be able to offer the certificates on a temporary basis. In the future, a more formal certification institute can be put in place independent of contractors.
Functional specifications can be provided for all stages of building. Depending on how the risks will be shared, an appropriate contracting vehicle can be selected.
If responsibility is not clearly defined, misunderstandings are possible. In a conventional contract, for example, the design and construction elements are unique phases, leading to potential conflicts. In a turnkey operation, not only are the two roles combined, but also finger pointing is reduced because the contractor is also responsible for facility maintenance.
The “Uniform Administrative Conditions for Contracts that are Integrated” outlines the risk shared between the contractor and the owner. Copies can be found at www.uavgc.nl and www.crow.nl.
 |
Figure 14. Traffic on Roads to the Future demonstration site in the Netherlands. |
The key challenge is develop test methods for functional requirements—such as evenness, skid resistance, noise—and materials properties—such as resistance to permanent deformation and fatigue. In the future, it will be possible for a contractor to use these specifications to demonstrate the quality of a proposed product.
The specification for functional requirements is under development. For now, an informal interview process based on a statistical approach is used to quantify the risk of failure. Random tests are performed on the road during the field trial to assess performance.
It is difficult to identify an exact definition for the required quality. The process is highly empirical.
Minimum life expectancy for surface treatments is 7 years, although most last 10 to 15 years. The Dutch are trying to obtain technical information to determine which material properties are the most significant in predicting the life.
When dividing the risk between the agency and the contractor, the contractor needs to have information on the methods to predict the behavior of the material.
On some contracts, the contractor can choose a more durable initial construction, especially when the contract includes maintenance responsibility. Disincentives are built into the contract to limit maintenance activities. Examples include lane rental or a built-in period to do maintenance.
A rest area near Apeldoorn was a suitable location to build the Roads to the Future trial sections without disrupting mainline traffic.
Because of lane rental, the Dutch are looking for the least-disruptive methods to traffic.
German contractors have tried to come in to work, but local contractors who know the area and the traffic have an advantage.
Invitations for innovations were distributed throughout Europe, but the companies that responded were Dutch.
Large contracts often bring in foreign contractors. Even then, awards are commonly made to the Netherlands.
Sometimes, large foreign (commonly French) contractors will purchase local contractors.
Large DBFO contracts are more common in other countries (United Kingdom, France, and Spain), so foreign companies that know how to execute them have an advantage.
Sometimes contracts simply specify functional requirements. Some argue that this is dangerous because the agency may not get a good-quality product. These kinds of contract are considered an experiment.
The Roads to the Future program focused on improved functionality. It began with an inventory of user demands expected in 2030. The public and various specialists were consulted, and material, design, and construction needs were defined.
The ministry recognized that this type of experiment was a benefit to the taxpayer, and agreed that this experiment was a good investment. A call for technology yielded 20 responses, and an independent jury selected four projects for trial. Originally, only two were to be selected, but the ideas were so good the ministry found money to do four.
Innovations were sought for both the process and the product.
In some cases, an existing product needs to be improved. In this case, it is a large leap in the process. Failures are expected, and it will take a number of iterations before the product can be used. This concept kick starts the innovation process.
Roads to the Future includes sub-themes, including Road Architecture 2030, Flexible Infrastructure, and Virtual Mobility.
Flexible infrastructure includes such innovations as floating roads that accommodate changes in water levels.
Road Architecture 2030 defines user demands. In Rotterdam, an international congress is looking at the future of architecture.
The Smart Road concept includes a means to identify lane changes to maximize road capacity.
The Energy Road concept uses elements that can generate electricity from the temperature differences in the top and bottom of the road.
For the modular road surface, various functional demands were considered first, including durability, safety, noise, ability to carry water away, etc. Modular construction was also a demand, since it had to be constructed and removed quickly.
The LINTRACK facility at the Delft was used for assessing durability.
Cost constraints were not a major consideration, although an upper limit was established. Sustainability also was not a major concern.
While concrete could have been used, it was not selected because of the lack of time from original concept to pilot placement.
The proposed solutions had various levels of functionality. Some, for example, were recommended as better on poor soils.
The noise reduction on these systems has been measured, and results have been good.
These systems could be built in a fully automated fashion. During the pilot project, however, the equipment used was less than automatic.
The contractors have used techniques learned on these jobs on other projects. Other clients, such as airports, also are interested.
The intellectual property of the concepts remained with the contractors for 4 years. Because of this limitation, the ministry could not combine elements of the four solutions. In the next step, they can negotiate with these companies to develop the second generation. The contractors have not approached the RWS yet with a next step, but have been using components of this on other RWS works.
If another call for technology is issued, it will be for other types of projects. It is a risk for contractors, since they do not know if they will be able to proceed any further than concept placement.
In theory, the cost was 50-50 between the contractor and the agency.
Innovation is part of the company's mission statement.
About 1 percent of the company's emphasis is on high-risk investments such as this.
The development plan is the roadmap for the design and construction of the Roads to the Future concept.
Two-layer porous asphalt by itself already meets the 5 dB(A) reduction functional requirement, but it is not prefabricated (a second requirement).
The noise requirement was a minimum reduction, but greater reduction was sought.
The company's decision to join this effort was not made lightly, since it would involve both design and construction costs (split 50-50 with the agency) and the cost of developing the concept proposal.
Phasing took place in 2000 and 2001. The idea phase was a 30-to-40-page report. All costs were paid by the bidder (contractor).
The design phase was 3-to-4 months, and included development of the specifics. The design had to include a list of equipment and costs in a form suitable for a construction contract. In this phase, the contractor was paid a fixed EUR 50,000.
Designs had to be submitted with no company names in the proposals. The selection panel, which consisted of professors and other independent parties, had to sign a confidentiality agreement.
After 4 years, the government will not publish the information, but there will be no restrictions.
Construction occurred from June 2001 to September 2001. The government told the contractors what the road was, and were given a timeframe.
The idea phase included a brainstorming session within Vermeer. Several good ideas had to be discarded because of the rapid schedule of the project.
In the design phase, an animation film was required, along with scale and real-size models.
Vermeer focused only on the wearing course. Other solutions added structural layers (precast concrete).
Another division of Vermeer developed the construction equipment. This was difficult, because that part of the company was under a profit requirement.
Vermeer tried several trial sections, and one of the later ones was an expensive failure.
The asphalt mat was picked up after laydown with a spool carrier. The outside diameter of the spool was 3.5 meters and the diameter of the core was 2.5 meters.
The company used a very highly polymer modified bitumen to get flexibility.
They used an anti-sticking layer on top of the HMA surface to keep the roll from sticking together.
The temperature cooled at night, which jeopardized the flexibility of the material on the spool. The material would be more flexible if placed in warm conditions.
One idea to overcome this was to blow hot air on the roll as it was unrolled, but no heater was available. Instead, they unrolled it during the warmest part of the day.
The mat was saturated when microwaving, which required a lot of energy to boil off before it could focus energy into the adhesive layer. The result, therefore, was less than satisfactory. Later, in an indoor facility, they were able to prove that the process works.
A recent improvement is to use a giant induction device instead of a microwave. This is a safer solution, and does not interfere with communications. It also is not affected by water.
A new contact layer was used as well. It included steel particles to absorb energy and heat.
The company worked with a specialist who had demonstrated the basic technology before, but not for this specific application. When deciding which idea to submit, the company had to consider the short time it had to work with. It selected this idea because some research had been performed already.
| << Previous | Contents | Next >> |

