U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
Most polymers and hydrocarbons have a flexible backbone chain of carbon atoms. The length of the carbon chain is related to the molecular weight of the molecule and is often denoted as Cx, where the C stands for a carbon atom and the subscript x denotes the length of the carbon backbone chain. Organic additives are typically waxes with molecular sizes greater than C45 and melting points greater than 70 °C (158 °F). Longer carbon chain lengths tend to lead to higher melting points. Examples include Fischer-Tropsch wax (Sasobit®), Montan wax, fatty acid amides (Licomont BS 100), and blends of Montan wax and fatty-acid amides (Asphaltan-B). Although straight Montan wax has been used in mastic asphalt, Asphaltan-B is recommended for WMA. In Germany, organic additives are typically added at a rate of 2.5 percent by total weight of binder (e.g., including the weight of binder in any RAP added to the mixture).
Fischer-Tropsch wax is produced by heating coal or natural gas with water to 180 to 280 °C (356 to 536 °F) in the presence of a catalyst. Fischer-Tropsch wax is a synthetic aliphatic hydrocarbon wax. Sasobit is a Fischer-Tropsch wax. The molecular lengths of the linear Sasobit hydrocarbon molecule range from C40 to C120. The smaller crystalline structure of Fischer-Tropsch wax reduced brittleness at low temperatures compared to macrocrystalline bituminous paraffin waxes. Sasobit wax has a congealing point of 98 °C (209 °F), with a melting range of 70 to 114 °C (158 to 238 °F). The penetration of the wax at 25 °C (77 °F) is less than 1 dmm. The (melted) wax has a viscosity of 12 mPas at 135 °C (275 °F). As the asphalt-wax combination cools, the wax solidifies into regularly distributed, microscopic, stick-shaped particles. It is believed that the distribution of stick-like particles provides the framework that increases the viscosity of the Sasobit modified binder at in-service pavement temperatures.(17,18)
Sasobit may be preblended with the binder, blended in-line in a molten state, or added during the mixing process as a pellet. In Germany, Sasobit is typically added at 2.5 percent of the total binder mass. Addition rates should not exceed 3 percent because of stiffening effects at low temperatures. Addition rates of 1 to 1.5 percent have been typically used in the United States. Figure 22 shows two forms of Sasobit, flakes and small prills or pellets. The flakes are used for molten addition and the prills can be blown into a plant. Figure 23 shows a pneumatic feeder used to meter Sasobit into a drum plant. The Sasobit is introduced into the mixing chamber at about the same point that the binder is introduced (or where fibers would be introduced). Since 1997, more than 142 projects totaling more than 10 million tons of mix have been paved using Sasobit. Projects were constructed in Austria, Belgium, China, Czech Republic, Denmark, France, Germany, Hungary, Italy, Macau, Malaysia, Netherlands, New Zealand, Norway, Russia, Slovenia, South Africa, Sweden, Switzerland, the United Kingdom, and the United States. The projects included a wide range of aggregate types and mix types, including dense-graded mixes, stone matrix asphalt, and gussasphalt. Sasobit addition rates ranged from 0.8 to 4 percent by mass of binder.(36)
Figure 22: Sasobit flakes and prills. (37)
Figure 23: Sasobit pneumatic feed to mixing chamber. (37)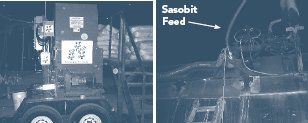
No additional information was collected on Montan wax.
Fatty acid amides have been used as a viscosity modifier in asphalt for a number of years. These products have been used in the roofing industry since the late 1970s to early 1980s. Fatty acid amides are available in various forms from a number of suppliers. Licomont BS 100 is one form commercially used in WMA in Germany. Sübit is a binder modified with fatty acid amides, and Asphaltan-B is a blend of Montan wax and fatty acid amides. The fatty acid amides used to modify asphalt come from the chemical family of N,N-Ethanol bistearin amides and have a low molecular weight.
Licomont BS 100 is available as a powder or in granular form. Figures 24 and 25 show Licomont BS 100 granules and a weigh hopper for introduction into a batch plant at the Wilhelm Schütz plant near Frankfurt, Germany.
3E-LT is a proprietary process developed by Colas. No additional information is available.
Zeolites are framework silicates with large empty spaces in their structures that allow the presence of large cations, such as sodium and calcium. They also allow the presence of large cation groups, such as water molecules. Most zeolites are characterized by their ability to lose and absorb water without damaging their crystal structure. Both naturally occurring and synthetic zeolites are available. Aspha-min® is a synthetic aluminosilicate of alkalimetals with the following chemical formula:(18)
M2/zO · Al2O3 · xSiO2 · yH2O
Figure 24: Licomont BS 100 granules.

As noted in the body of the report, Aspha-min contains about 20 percent water of crystallization, which is released at temperatures greater than 100 °C (212 °F). When mixed with hot aggregates or asphalt, the zeolite releases water, creating a very fine mist or water spray in the mixture. The water creates a controlled foaming effect that leads to a slight increase in binder volume, therefore reducing viscosity of the binder. Gradual release of water provides a 6- to 7-hour period of aided compaction.(13)
The Aspha-min distributed in the United States is about a 0.300-mm (No. 50 mesh) powder. Aspha-min should be added at about the same time the binder is added to the mix. It can be added to the pugmill of a batch plant manually or using a small weigh hopper (figure 26). In a drum plant, Aspha-min is blown into the mixing chamber at the same point fibers would be added using a pneumatic feeder (figure 27). Advera is another synthetic zeolite with about 100 percent passing the 0.075-mm sieve (No. 200). It can be added in the same manner as Aspha-min, although PQ Corporation is working on a method to blend it in-line with the binder.
Figure 25: Batching hopper at W. Schütz batch plant in Germany.

Figure 26: Batch hopper for batch plant.

Figure 27: Pneumatic feeder for drum plant. (38)
Figure 28: LEA process. (13)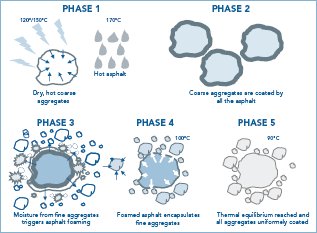
Ecomac is a proprietary process developed by Colas. No additional information is available.
Two patented sequential mixing processes, enrobé à basse énergie (EBE) and enrobé basse température (EBT), were developed by Fairco and EIFFAGE Travaux Publics, respectively, to produce WMA. These two companies are cooperating in a joint venture, LEA-CO, to promote and market low-energy asphalt (LEA) in Europe, North America, and some other countries
In one variant of the LEA process, the coarse aggregate is dried and coated with hot asphalt, and then the wet sand is introduced into the mix. The moisture in the sand foams the asphalt, allowing the sand to be coated. The resulting mix temperature is less than 100 °C (212 °F). The process, shown graphically in figure 28, is as follows:(38)
Figure 29: Volumetric pump for LEA additive at the EIFFAGE Travaux Publics batch plant in France.

Figure 30: Separate cold-feed bin and elevator for addition of wet fines at the EIFAGE Travaux Publics batch plant in France.

The LEAB® process, which stands for low-energy asphalt concrete, was developed by BAM in the Netherlands. It is a commercialization of the half-warm foam mix research conducted by Kim Jenkins.(13) In laboratory trials, the aggregate was split into coarse and fine fractions, water was added to the aggregate to facilitate coating, and mixing was conducted in a two-stage process. This same process was attempted initially in the field, but failed. In the LEAB process, no additional water is added to the aggregates. The foaming of the binder takes place in a nozzle (figure 31). BAM uses a series of six nozzles to produce LEAB (figure 32, circled). The nozzles are retractable when HMA is being produced. An aminebased additive is added at 0.1 percent by weight of binder, immediately before foaming. The additive aids in the stability of the foam and improves adhesion. The additive is similar to those used to produce emulsions and is believed to be fatty acid amine-based.
Figure 31: Schematic of foaming nozzle. (22)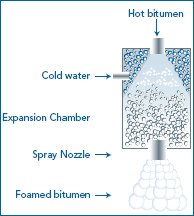
Figure 32: LEAB. (22)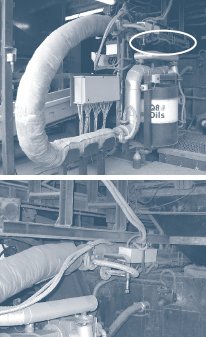
Typically, 50 percent RAP is run in both WMA and HMA mixes in the Netherlands. BAM heats its RAP in a separate dryer drum to a temperature of 110 to 115 °C (230 to 239 °F).(22) Energy savings of 40 percent are reported with virgin mixes and 30 percent with mixes containing 50 percent RAP.
Shell Bitumen developed the warm-asphalt mix (WAM) concept of blending hard and soft binder components to reduce production temperature in 1996. Collaboration with Kolo-Veidekke in Norway led this work in a new direction by adding the hard bitumen component as foam. This led to the development of the WAM-Foam process, which is now patented and marketed worldwide (except in the United States) by Shell Bitumen. BP has patent rights for the technology in the United States.
WAM-Foam is a process, not an additive or material. It is reportedly a common practice in Norway for the contractor to maintain two asphalt binder grades, one nominally soft and one nominally hard. The contractor blends the soft and hard binders in-line to produce the desired binder grade. The soft binder has a viscosity grade of 1,500 centistokes (V1500); the hard binder is typically a 70/100 pen or about a PG 58/64-22.
The soft binder typically represents 20 to 30 percent of the total binder content. The resulting binder grade, assuming 20 percent of a V1500 and 80 percent of a 70/100 pen binder, would be a 70/100 pen binder, unaged. If the resultant binder grade needs to be altered, this should be done by varying the component binder grades because a minimum percentage of the soft binder is required to coat the coarse aggregate. Coating the coarse aggregate with the soft binder should also satisfy the demand of any asphalt absorption of the coarse aggregate that may not otherwise occur with a stiffer binder at low temperature. Antistripping agents could also be added to the soft binder.
Foaming of the hard binder is accomplished by adding ambient temperature water at a rate of 2 to 5 percent by mass of the hard bitumen fraction (about 1.6 pounds (726 grams) of water per ton of mix, assuming 5 percent total asphalt content, 80 percent of which is hard binder) to the hard binder at about 175 to 180 °C (347 to 356°F). The water expands by a factor of about 1,600 when it contacts the hot binder and turns to steam. This causes the resulting binder-water combination to expand by a factor of about 15 times its original volume.
Both batch plants and drum plants have been retrofitted to produce WAM-Foam. The aggregate, minus any added filler, is heated to 130 °C (266 °F). The aggregate is coated with about 20 percent of the total mass of binder in the form of the soft asphalt. The hard asphalt is foamed into the mix. The resulting mix temperature is between 100 and 120 °C (212 and 248 °F).
For a batch plant, the soft binder is added using the plant's existing asphalt line and asphalt weight bucket. A foaming nozzle with an expansion chamber is added above the pugmill. A separate asphalt line is added to the plant to supply the hard asphalt. A mass flow meter controls the rate of addition for the hard asphalt. Since a batch plant is not a continuous process, it is important to clean the nozzle and expansion chamber with compressed air after each introduction of foam. Figure 33 shows the expansion chamber and controls for Kolo Veidekke's batch plant in Ås. To keep the hard asphalt pumpable near the expansion chamber, a three-way valve may be required to recirculate the hard binder to the tank between batches.
Figure 33: Asphalt line, expansion chamber, controls, and transfer pipe for foaming hard asphalt.

Drum mix plants are easier to modify. Like batch plants, the original asphalt system handles the injection of the soft asphalt into the mix. A new asphalt line is needed to deliver the hard asphalt to the mixing area of the drum, along with a well-insulated water line to foam the asphalt. The new hard asphalt line does not extend as far inside the drum, allowing the soft material to fully coat the aggregate before the foamed hard asphalt is added. Because the foaming takes place continuously and the foaming nozzle and expansion chamber are well heated by the hot air stream inside the drum, there is no need for a compressed air line to keep them clean.
Evotherm™ is a chemical package designed to promote the adhesion, coating, compaction, and workability of asphalt mixtures at reduced temperatures. Different chemical packages are available for different aggregate types. The main difference between chemical packages is the adhesion agents. One component of the chemical package is a surfactant, which acts as an emulsifier. About 50 percent of the chemical package is derived from renewable resources. Evotherm allows a 50 to 75 °C (100 to 130 °F) reduction in production and placement temperatures compared to HMA.
Initially, the Evotherm chemical package was delivered in the form of an asphalt emulsion with a binder residue of about 70 percent. The emulsion is stored at a temperature of 80 °C (176 °F). The emulsion can be pumped directly off a tanker or be stored in a mobile nurse tank or a dedicated tank at the plant. The plant setting for the target asphalt content needs to be adjusted (increased) to account for the approximately 30 percent water in the emulsion. The majority of the water is liberated as steam during mixing. The resulting WMA is fully coated and black in color like HMA, unlike cold-emulsion mixes. Although the emulsion is still available, a new process, called dispersed asphalt technology (DAT), has been developed to directly inject the chemical package and a small amount of water into the asphalt line, just before it enters the mixing chamber. Figure 34 shows the volumetric pump used to control the DAT addition and figure 35 shows the injection point on an existing asphalt line. A major advantage of the DAT process is that it reduces shipping costs compared to the emulsion and allows the contractor to rapidly switch between HMA and WMA.
Figure 34: DAT volumetric pump.

Figure 35: DAT injection point.

Astec Inc. developed a multinozzle foaming device designed to work with its Double Barrel® plants. The device consists of a series of valves, mixing chambers, and foam nozzles supplied by an asphalt manifold. The asphalt manifold is surrounded by a hot oil jacket. Each nozzle is designed to supply sufficient foam for mixing 50 tons per hour of WMA. A computer-controlled system adjusts the number of nozzles used based on the production rate. A positive displacement pump controls the water injection. The water pump speed is varied with the speed of the asphalt pump. About 1 lb (454 g) of cold water is introduced through the nozzles per ton of mix, causing the binder to expand about 18 times.(39) Typical production temperatures are 135 °C (275 °F), with the mixture being placed as low as 115 °C (240 °F). Testing conducted by Astec indicates that the production of volatile organic compounds can be significantly reduced if temperatures are kept below 141 °C (285 °F).(2) Although liquid antistripping agents can be added to the binder, no additive is required to produce the foam and consequently the WMA. Figure 36 shows a schematic of the Astec nozzle. Figure 37 shows the multinozzle foaming device.
Figure 36: Schematic of Astec nozzle. (39)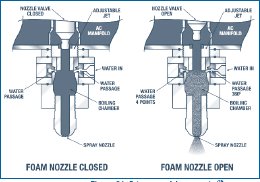
Figure 37: Astec multinozzle foaming manifold. (40)
| << Previous | Contents | Next >> |

