U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
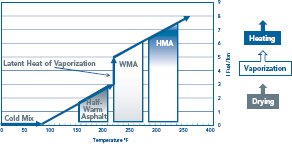
The WMA technologies the team viewed during the scan can be classified a number of ways. One way is by the degree of temperature reduction. Figure 4 shows a classification of various application temperatures for asphaltic concrete, from cold mix to hot mix. The range of production temperatures within warm mix asphalt is wide, from mixes that are 20 to 30 C° (36 to 54 F°) below HMA to temperatures slightly above 100 °C (212 °F). Warm mix asphalt mixes are separated from half-warm asphalt mixtures by the resulting mix temperature. If the resulting temperature of the mix at the plant is less than 100 °C (212 °F), the mix is considered a half-warm mix.
Figure 4: Classification by temperature range, temperatures, and fuel usage are approximations.
WMA technologies can also be classified by type. Two major types of WMA technologies are those that use water and those that use some form of organic additive or wax to affect the temperature reduction. Processes that introduce small amounts of water to hot asphalt, either via a foaming nozzle or a hydrophilic material such as zeolite, or damp aggregate, rely on the fact that when a given volume of water turns to steam at atmospheric pressure, it expands by a factor of 1,673.(15) When the water is dispersed in hot asphalt and turns to steam (from contact with the hot asphalt), it results in an expansion of the binder phase and corresponding reduction in the mix viscosity. The amount of expansion depends on a number of factors, including the amount of water added and the temperature of the binder.(16)
The processes that use organic additives (e.g., Fischer-Tropsch wax, Montan wax, or fatty amides) show a decrease in viscosity above the melting point of the wax. The type of wax must be selected carefully so that the melting point of the wax is higher than expected in-service temperatures (otherwise permanent deformation may occur) and to minimize embrittlement of the asphalt at low temperatures.
Additional processes include sequential coating of aggregates. Table 5 summarizes the processes observed in Europe. A brief discussion of each process follows; greater detail on each process and necessary plant modifications, if any, is in Appendix D.
| WMA Process | Company | Additive | Production Temperature (at plant) °C | Use Reported in | Approximate Total Tonnage Produced to Date |
|---|---|---|---|---|---|
| Sasobit (Fischer-Tropsch wax) | Sasol | Yes, in Germany added on average at 2.5% by weight of binder; lower doses, 1.0-1.5%, used in U.S. | Varies, 20-30 C° (36-54 F°) drop from HMA. German guideline recommends 130-170 °C (266 to 338 °F), depending on binder stiffness | Germany and 20 other countries worldwide | >10 million tons worldwide |
| Asphaltan-B (Montan wax) | Romonta | Yes, in Germany added on average at 2.5% by weight of binder | Varies, 20-30 C° (36-54 F°) drop from HMA. German guideline recommends 130-170 °C (266-338 °F), depending on binder stiffness | Germany | Unknown |
| Licomont BS 100 (additive) or Sübit (binder) (fatty acid amides) | Clariant | Yes, about 3% by weight of binder | Varies, 20-30 C° (36-54 F°) drop from HMA. German guideline recommends 130-170 °C (266-38 °F), depending on binder stiffness | Germany | >322,500 square meters since 1994 |
| 3E LT or Ecoflex (proprietary) | Colas | Yes | Varies, 30-40 C° (54-72 F°) drop from HMA | France | Unknown |
| WMA Process | Company | Additive | Production Temperature (at plant) °C | Use Reported in | Approximate Total Tonnage Produced to Date |
|---|---|---|---|---|---|
| Aspha-min (zeolite) | Eurovia and MHI | Yes, about 0.3% by total weight of mix | Varies, 20-30 C° (36-54 F°) drop from HMA. German guideline recommends 130-170 °C (266-338 °F), depending on binder stiffness | France, Germany, and U.S. | About 300,000 tons |
| ECOMAC (cold mix warmed before laying) | Screg | Yes (unknown type/quantity) | Placed at about 45 °C (113 °F) | France | Some trials |
| LEA, also EBE and EBT (foaming from portion of aggregate fraction) | LEACO, Fairco, and EIFFAGE Travaux Publics | Yes, 0.2-0.5% by weight of binder of a coating and adhesion agent | 100 °C (212 °F) | France, Spain, Italy, and U.S. | >100,000 tons |
| LEAB® (direct foam with binder additive) | BAM | Yes, added at 0.1% by weight of binder to stabilize foam, aid in coating, and promote adhesion | 90 °C (194 °F) | Netherlands | Seven commercial projects |
| LT Asphalt (foamed asphalt with addition of hygroscopic filler to maintain workability | Nynas | Yes, added 0.5-1.0% of a hygroscopic filler | 90 °C (194 °F) | Netherlands and Italy | Unknown |
| WAM-Foam (soft binder coating followed by foamed hard binder) | Kolo Veidekke, Shell Bitumen (patent rights worldwide, except U.S.), and BP (patent rights U.S.) | Not necessary; a surfactant may be added to aid in the foaming of certain binders and an antistripping agent may be added to the soft binder | 110-120 °C (230-248 °F) | France and Norway, also Canada, Italy, Luxembourg, Netherlands, Sweden, Switzerland, and United Kingdom | >60,000 tons |
| WMA Process | Company | Additive | Production Temperature (at plant) °C | Use Reported in | Approximate Total Tonnage Produced to Date |
|---|---|---|---|---|---|
| Evotherm™ (hot aggregate coated with emulsion) | Mead- Westvaco | Yes | 85-115 °C (185-239 °F) | France, also Canada, China, South Africa and U.S. | >17,000 tons |
| Double-Barrel Green | Astec | Not necessary; an antistripping agent may be added similar to normal HMA | 116-135 °C (240-275 °F) | U.S. | >4,000 tons |
| Advera (zeolite) | PQ Corporation | Yes, about 0.25% by total weight of mix | Varies, 20-30 C° (36-54 F°) drop from HMA. German guideline recommends 130-170 °C (266-338 °F), depending on binder stiffness | U.S. | >10,000 tons |
| Mathy Construction | Dilute surfactant | 110 °C (230 °F) | U.S. | Trial sections only |
Sasobit is a Fischer-Tropsch wax. Fischer-Tropsch paraffin waxes are produced by treating hot coal with steam in the presence of a catalyst. Fischer-Tropsch waxes are long-chain aliphatic hydrocarbon waxes with a melting point of more than 98 °C (208 °F), high viscosity at lower temperatures, and low viscosity at higher temperatures. They solidify in asphalt between 65 and 115 °C (149 and 239 °F) into regularly distributed, microscopic, stick-shaped particles. They may be used to modify binder or added directly to the mixture.(17,18)
Asphaltan-B is a refined Montan wax blended with a fatty acid amide. Montan wax is a combination of nonglyceride long-chain carboxylic acid esters, free long-chain organic acids, long-chain alcohols, ketones, hydrocarbons, and resins; it is a fossilized plant wax. The melting point is 82 to 95 °C (180 to 200 °F). Also known as lignite wax or OP wax, Montan wax is obtained by solvent extraction of certain types of lignite or brown coal. Montan wax is used to make car and shoe polishes and paints and as a lubricant for molding paper and plastics. About a third of total world production is used in car polishes. Unrefined Montan wax contains asphalt and resins, which can be removed by refining.(18)
Licomont BS 100 is a fatty acid amide. Fatty acid amides are produced by reacting amines with fatty acids. Typically, the melting point is between 141 and 146 °C (286 and 295 °F). Similar products have been used as viscosity modifiers in asphalt for several years and are available in various forms from a number of suppliers. Fatty acid amides have been used in roofing asphalt since the late 1970s to early 1980s.(18,19)
Aspha-min is a synthetic zeolite composed of alumino-silicates of alkalimetals. It contains about 20 percent water of crystallization, which is released by increasing temperature. Typically 0.3 percent zeolite by weight of mixture is added to the mixture shortly before or at the same time as binder. The zeolite releases a very small amount of water, creating a controlled foaming effect that leads to a slight increase in binder volume and reduces the viscosity of the binder. Gradual release of water reportedly provides a 6- to 7-hour period of improved workability, which lasts until the temperature drops below about 100 °C (212 °F).(18,13)
Little is known about the Ecomac process. It appears that a traditional cold mix is prepared using an emulsion. The cold mix is stored until it is ready to be laid, at which time it is warmed to improve compaction and the overall mechanical properties.(20)
LEA, EBE (enrobé à basse énergie), and EBT (enrobé basse temperature) all use moisture contained in the aggregates to foam the asphalt. In the LEA process, the coarse aggregate is heated to about 150 °C (302 °F) and mixed with the total binder required for the mixture at the normal binder temperature (appropriate for the particular grade). About 0.5 percent by weight of binder of a coating and adhesion additive is added to the binder just before mixing. After the coarse aggregate is coated, it is mixed with the cold, wet fine aggregate. Ideally, the fine aggregate should contain about 3 percent moisture. This moisture turns to steam and causes the asphalt on the coarse aggregate to foam, which in turn encapsulates the fine aggregate. The resulting (equilibrium) mix temperature is less than 100 °C (212 °F). In a drum plant, the fine aggregate is typically added through the reclaimed asphalt pavement (RAP) collar. If the fine aggregate is too wet, a portion of the fine aggregate can be dried with the coarse aggregate.(21)
The LEAB process is a commercialization of the half-warm foamed asphalt work completed by Jenkins.(16) To date, this process has been used only in batch plants. This is the only process, other than ECOMAC, that does not heat at least a portion of the aggregate to temperatures above the boiling point of water. The virgin aggregate is heated to about 95 °C (203 °F). RAP is heated in a separate dryer drum to 110 to 115 °C (230 to 239 °F). Typically, 50 percent RAP is used in the Netherlands. During the trials to assess moisture content of the aggregate, it was noted that the moisture content of the fines/filler going to the baghouse was high, about 2.2 percent. Therefore, the contractor who developed the mix, BAM, added an extra burner (after the pugmill) to heat the air going into the baghouse. An additive is added to the binder immediately before mixing to promote coating and adhesion. This additive also tends to extend the life of the foam, which increases workability.(22)
The Nynas low-temperature asphalt (LT -Asphalt) uses a special foaming process in combination with about 0.5 to 1.0 percent of hydrophilic filler, which helps to hold and control latent moisture from foaming. The aggregates are heated to 90 °C (194 °F), then a special penetration-graded binder is foamed with special nozzles and mixed with the aggregates along with the hygroscopic filler.(20)
WAM-Foam is a process, not an additive or material. It is reportedly a common practice in Norway for the contractor to maintain two asphalt binder grades, one nominally soft and one nominally hard. The soft and hard binders are blended in-line to produce the desired binder grade. The soft binder typically has a viscosity grade of 1,500 centistokes at 60 °C (140 °F); the hard binder is typically a 70/100 penetration grade (pen), or about a PG 58/64-22. The aggregate, minus any filler, is heated to about 130 °C (266 °F) and then coated with the soft binder, which is typically 20 to 30 percent of the total binder. The hard binder is then foamed into the mixture by adding cold water at a rate of 2 to 5 percent by mass of the hard binder at about 180 °C (356 °F). This results in about 1.6 pounds (lb) of water per ton (0.8 kilogram (kg) per metric ton) of mix for a 5 percent total asphalt content mixture. The resulting binder grade for 20 percent of a 1,500 centistoke and 80 percent of a 70/100 Pen binder is a 70/100 Pen binder, unaged. Thus the resulting binder, after going through the plant, is softer than typically expected for a 70/100 Pen binder after short-term aging. Coating the coarse aggregate with the soft binder acts to satisfy the asphalt absorption of the coarse aggregate that may not otherwise occur with a stiffer binder at low temperature.(10,23)
In addition to the technologies discussed in Europe, the scan team is aware of a number of technologies developed in the United States.
Evotherm™ was developed in the United States. In the original process, an emulsion is mixed with hot aggregates to produce a resulting mix temperature between 85 and 115 °C (185 and 240 °F). The emulsion is produced using a chemical package designed to enhance coating, adhesion, and workability. The majority of the water in the emulsion flashes off as steam when the emulsion is mixed with the aggregates. A new process has been developed called dispersed asphalt technology (DAT), in which the same chemical package diluted with a small amount of water is injected into the asphalt line just before the mixing chamber.
Astec Industries is developing a foaming system that can be retrofitted to some types of existing HMA plants to produce WMA. The system uses a manifold with 10 nozzles to produce the foam. About 1 lb of cold water is introduced through the nozzles per ton (0.5 kg per metric ton) of mix, causing the binder to expand by about 18 times. Typical production temperatures are 135 °C (275 °F), with the mixture being placed as low as 115 °C (240 °F).
PQ Corporation is producing a synthetic zeolite called Advera, which is similar to Aspha-min zeolite, described above. Advera is a finer gradation than Aspha-min, with 100 percent passing the 0.075 millimeter (mm) (No. 200) sieve. PQ Corporation is working on a process to blend Advera with the binder as it is being introduced into a plant instead of simply blowing it into the mixing chamber like a fiber. This process is believed provide a more consistent WMA.
Mathy Construction Company developed a WMA process in which a diluted surfactant is injected into the asphalt line in conjunction with an expansion chamber to cause foaming and help lubricate the mix. The surfactant reduces the volatility of the foaming process and increases the half-life, or working time, of the resulting foam. WMA using this process is typically produced at 110 °C (230 °F). Trial sections were planned in Minnesota and Wisconsin in 2007.
Before traveling to Europe, the scan team thought it had identified all of the WMA processes it would see. During the scanning study, the team found that a number of new processes have been developed. In France, each contractor is trying to develop its own process. The number of processes being developed emphasizes the need for an evaluation system for new processes, discussed later in the report. One consistent feature among the processes was that almost every process required some type of additive. However, in some cases the additive was simply an adhesion agent, which may play a more important role in WMA than HMA.
| << Previous | Contents | Next >> |

