U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
As the team traveled through the four countries, it gained many valuable insights into European practices for asphalt mix design and construction and observed some significant differences between practices in the United States and Europe. To provide a context for the challenges and recommendations presented in this and the preceding chapters, this chapter describes the team's more significant observations. The challenges and recommendations are best appreciated if the reader has an understanding of conventional design and paving practices in Europe.
A number of differences were observed between European and U.S. practice for selection of materials. As described below, binder blending or modification at the contractor's plant was commonly observed in the countries visited and the aggregates used in asphalt mixtures tended to have lower water absorption values than those used in parts of the United States.
The contractors in the countries visited regularly blend or modify binders during production. Blending a hard and soft asphalt at the HMA plant has become the industry standard in Norway, whether the plant is making traditional HMA or WMA. The soft binder is typically a binder with a viscosity grade of 1,500 centistokes; the hard binder is typically a 70/100 pen or about a performance grade (PG) 58/64-22. The contractor maintains two separate binder streams containing the hard and soft asphalt materials that are brought together to produce any required penetration grade that may be needed for an individual mix. This eliminates the need for separate tanks for each grade with the adequate amounts of storage in each to properly supply upcoming production demands. Having two separate streams of liquid asphalt eliminates cross contamination when one tank is not completely emptied before a different grade is introduced into that same tank. This also eliminates any financial penalties for nonspecification material when a sample is pulled from a cross-contaminated tank.
In Germany, Wilhelm Schütze Company regularly modifies its binders during production. Similar practices were observed on a previous trip at Norddeutsche Mischwerke GM BH's (NMW) plant in Berlin. The contractor can add binder modifiers, such as Sasobit or Licamont BS 100, during production to produce a modified binder.
In France, hard binders such as 10/20 pen are routinely used to produce high-modulus mixes. Stiffer binders increase the difficulty of producing WMA. However, by adjusting the LEA process, FAIRCO has placed 5,000 metric tons (4,550 tons) of high-modulus LEA with placement temperatures of 90 to 95 °C (194 to 203 °F).
Blending processes to produce a certain grade take place in the asphalt refinery or terminal in the United States. The hard and soft asphalt base stocks are blended to produce the various PG grades required to be inventoried for the local market where the refinery or terminal is located. The material is then stored in separate tanks by binder grade until it is piped to the load-out rack for shipping to the HMA plant. The process of blending to grade at the source, inventorying the grades in separate tanks at the source, transporting the material to the contractor, and storing at the HMA plant allows the material to be sampled and tested for specification compliance anywhere along the supply chain. Blending at the HMA plant, just before mixing with the aggregate, does not allow for specification compliance testing before being introduced into the mix. For all but warranty projects, checking a binder's grade is a critical test for mix acceptance and payment in the United States. The United States has made significant investments in both the PG grading system and accompanying certifications of binders shipped from terminals or refineries.
One concern about implementing WMA in the United States is that the drying of the aggregates may be incomplete because of the lower production temperatures. In the United States, water absorption of aggregates can exceed 5 percent in some areas. In Europe, aggregates used to produce HMA or WMA have relatively low water absorption values. In Norway, the composite moisture content of the aggregates (this is the in-situ water content, which tends to be greater than the water absorption of the aggregates) at Kolo Veidekke's plant near Ås was reported to range between 2 and 3 percent. In Germany, aggregates with low water absorptions, such as gneisses, granites, and quartzite, are generally used. The composite moisture content of virgin aggregates reported by one contractor in the Netherlands was 2.2 percent. The aggregates used in HMA in every region of France have less than 1 percent water absorption. The low water absorption and moisture content of the aggregates make them easier to dry at lower temperatures. In the United States, greater attention to best management practices to minimize aggregate moisture contents, particularly for aggregate sources with water absorptions higher than 2 percent, will be required when producing mixes at lower temperatures. Examples of best management practices are discussed later in this chapter.
European practice for designing HMA, as well as WMA, differs in many respects from U.S. practice. European standards are being developed to standardize test methods and provide broad definitions of mix types. Two goals of the standardization process are the elimination of trade barriers between countries and development of a common technical language for nations of the European Union. Standardized test methods and mix descriptions allow research and experience to be exchanged more freely. Individual countries can develop national application documents to specify exactly what they want within the framework of the European standards. Performance tests tend to play a more dominant role in the European mix design process than in the U.S. The European Union, like the United States, is still searching for a reliable moisture damage test.
Each country now uses a slightly different design procedure, described in table 8. Some of the design parameters and tests are selected to address specific concerns in a given country. For instance, Norway allows the use of studded tires. Norwegian pavements have suffered significant wear because of studded tires. Aggregate test methods, such as the Nordic Abrasion Test, have been developed to identify aggregate sources that are resistant to studded tire wear. The Norwegian and German design procedures share more similarities with the U.S. systems than the French system does, with the exception of the use of the gyratory compactor. In Norway and Germany, minimum requirements for aggregate quality and binder grades are specified for a given mix. Gradation ranges are also specified for various mix types and nominal maximum aggregate size. Both Norway and Germany use the Marshall method to determine volumetric properties and optimum asphalt content. In Norway, Kolo Veidekke was experimenting with the Finnish gyratory compactor. Historically, Germany has used a wet Hamburg loaded-wheel test with a steel wheel at 50 °C (122 °F) to assess both rutting potential and moisture susceptibility. The wet Hamburg test is not included in the new EU standards. For axle loads less than 13,000 metric tons (11,830 tons), the new EU standards specify a dry Hamburg loaded-wheel test with a hard rubber wheel, referred to as the small-scale wheel-tracking tester (figure 9). This test is now being used by both Norway and Germany. Norway is using a tensile strength ratio (TSR) test for moisture susceptibility, while Germany is investigating its use.
| European Standards | Category | Norway | Germany | France |
|---|---|---|---|---|
| Constitutive Materials | Aggregate Properties |
|
|
|
| Binder Properties |
|
|
|
|
| Mixture Design | Component Selection |
|
|
|
| Binder Content Methodology |
|
|
|
|
| Workability |
|
|
|
|
| Moisture Resistance |
|
|
|
|
| Rutting Resistance |
|
|
|
|
| Mixture Stiffness |
|
|||
| Fatigue Resistance |
|
|
||
| Valid Period | Approved Design | 2 years | 2 years | 5 years |
Figure 9: EU small-scale wheel-tracking tester.
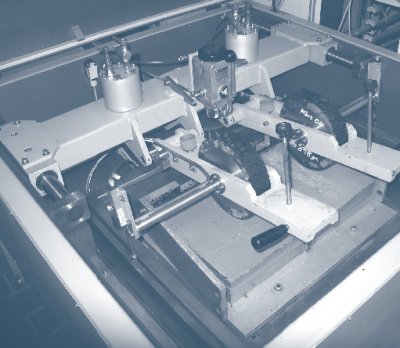
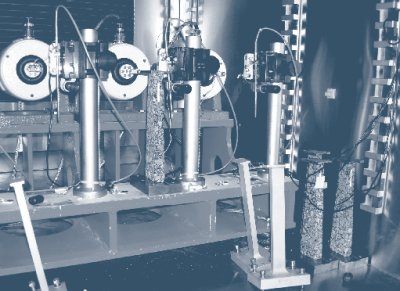
The French use a mix design system that combines prescriptive, performance-related, and fundamental components. Figure 10 describes the French mix design procedure.(31) The mix design is divided into two major parts, the optimization of the job mix formula, including selection of materials, grading, and initial asphalt content, and type testing to ascertain compliance with a given mix designation's performance properties. Performance specifications are provided for a range of mix types, including dense-graded, high modulus, thin, ultra-thin, and porous. The mixture specifications do not include gradation bands. They do, however, include nominal maximum aggregate sizes and typical ranges for percent passing the No. 10 (2.0 mm) sieve. Performance specifications include four levels. Level 1 includes gyratory compaction tests for workability (related to field compaction) and moisture sensitivity. Level 2 adds wheel-tracking testing for rutting susceptibility. Level 3 adds modulus tests, and Level 4 adds fatigue tests. Figure 11 shows the French wheel tracking device and figure 12 shows testing of trapezoidal samples for modulus or fatigue. Additional information on the French design procedure is in Appendix E.
Figure 10: Outline of French design procedure. (31)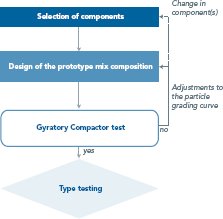
Figure 11: MLPC large-scale wheel-tracking tester.

Figure 12: MLPC trapezoidal modulus and fatigue tester.
In 1988, the European Union issued the Construction Product Directive (CPD), aimed at eliminating trade barriers for construction materials produced by the various EU nations. The CPD requested the harmonization of standards for a variety of construction materials, including HMA. The harmonization of standards and test methods was overseen by European Committees for Standardization (CEN) Technical Committee 227, which has developed definitions, test methods, product standards, and quality standards for the production of HMA. Product standards have been prepared for dense-graded mixtures, stone matrix asphalt, porous mixtures, and recycled asphalt, as well as other products. For dense-graded mixtures, there is both an empirical and a fundamental design procedure. The fundamental design procedure includes modulus, fatigue, and a cyclic-load, triaxial compression test. However, even the empirical design methodology includes performance-related parameters such as wheel-tracking and moisture resistance tests. The goal is to have HMA, WMA, and half-warm mixes designed the same way to the same standards. The new standards must be implemented by March 2008.(32)
Although test methods and broad definitions of mix types are being standardized, each country can still apply national application documents to narrow the product standards for use in a given country. This is similar to U.S. States modifying AASHTO test practices for local conditions.
Products sold on the European internal market, including construction materials, must carry the CE marking, according to the Construction Products Directive.(32) The CE marking indicates that a product conforms to all of the provisions of the Construction Products Directive. To obtain a CE marking, the manufacturer must conduct initial type testing and factory production control and provide for initial and continuous monitoring of the product by an independent third party. Type testing can be conducted to various degrees, depending on the market demands. Type testing commonly includes testing for moisture resistance or rutting susceptibility, but also can include tests for fuel resistance. An abbreviated CE marking includes a description of the mix type and source, while the full CE marking includes the job-mix formula and type testing results. The CE marking covers only the manufacturing or production of the mix, not the placement and compaction.
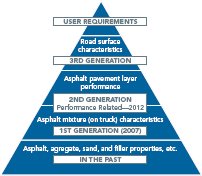
The preceding describes the state of practice for mix design in the EU countries visited during the WMA scan (Belgian mix design practices were not discussed). The development of standardized test methods and mixture descriptions began in 1990. However, the current state of implementation represents only the first generation. Development has begun on performance-related standards, with a long-term goal of describing the performance characteristics required by the end user (figure 13). Ultimately, it will not matter how the performance requirements are achieved, whether with HMA, WMA, or half-warm mixtures.(32)
Although a range of mix design procedures is used for asphalt mixtures in the countries visited, all rely on performance tests to one degree or another. Accepted performance tests allow greater innovation, such as the development of WMA, by giving both the agency and the contractor tools to evaluate new additives, processes, and mixes. All of the contractor's labs the scan team visited were equipped with performance test equipment of one sort or another. The adoption of accepted performance tests and criteria is an integral step in evaluating new WMA technologies developed in the United States and abroad. Beyond WMA, the United States has a wider need for accepted performance tests to evaluate new modifiers, increased recycling levels, and new mix types in an accelerated manner.
Figure 13: Vision for pyramid of requirements for future asphalt mixture specifications.
The scan team observed a number of construction practices that differ from U.S. practice:
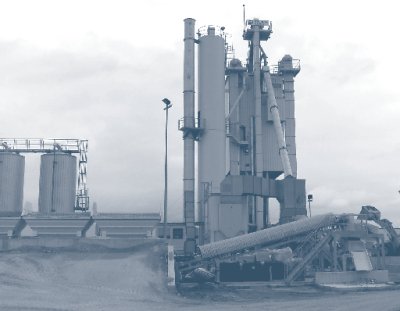
Some of these practices may have an impact on the viability of WMA. In all cases, construction practices for WMA were reported to be the same as construction practices for HMA. The scan team visited three asphalt plants producing WMA, one each in Norway, Germany, and France (figures 14 and 15). All three plants were batch plants. The plants used to produce LEAB in the Netherlands were also batch plants. Kolo Veidekke in Norway operated drum plants in addition to batch plants, and had modified an Amman drum plant to produce WAM-Foam. The drum plant was rated for 250 metric tons per hour, but typically operated in the 125- to 150-metric ton-per-hour range. Drum plants of varying sizes are also reportedly used in France. EIFAGE Travaux Publics has modified 30 plants, 15 batch and 15 drum, in France and Spain to produce LEA.
Figure 14: Kolo Veidekke batch plant in Norway.
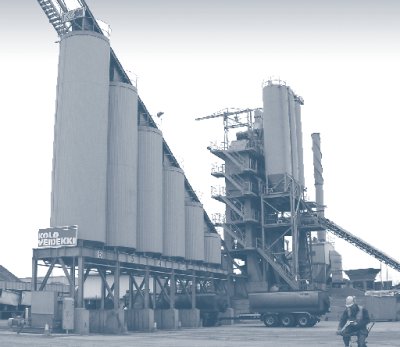
Figure 15: EIFFAGE Travaux Publics batch plant in France.
| Challenge 4: Adapt WMA products and technologies from low-production batch and drum plants frequently used in Europe to higher production plants used in the United States. |
It is believed that drier aggregate results from a batch plant operated at lower temperatures than a drum plant operated at the same lower temperature. In a batch plant, the aggregate tends to be stored at an elevated temperature for a longer time period in the hot elevator and hot bins before being coated with asphalt in the pugmill. This increased storage time allows increased drying, even though the temperature is reduced. The smaller drum plants used in some cases have correspondingly smaller burners, making it easier to adjust the burner to run at lower temperatures. No problems with unburned fuel were reported. In Germany, HMA is normally produced at higher temperatures than in the United States. The Merkblatt (guidelines) on WMA recommends that it be produced at between 130 and 150 °C (266 and 302 °F), a 20 to 30 C° (36 to 54 °F) reduction from HMA produced in Germany.(30)
In addition to the prevalence of batch plants, a number of good practices were observed at the plant sites. In figures 14 and 15, note that the cold-feed belts are covered to minimize blowing dust and help keep the aggregate dry in case of rain. Kolo Veidekke's plant in Ås used a portable enclosure to cover its reclaimed asphalt pavement (RAP) stockpiles (figure 16) to minimize the moisture content. As noted previously, the aggregates used in HMA in Europe generally have low water absorptions. Use of best practices further reduces the amount of moisture in the stockpiles.
Figure 16: Kolo Veidekke's covered RAP storage.

| Challenge 5: Coarse aggregate must be dry. Aggregates with low water absorption, less than 2 percent, are used to produce both HMA and WMA in Europe. Aggregates with much higher water absorptions are used in parts of the United States. WMA processes must be adapted to produce dry aggregates in the mix. Best practices for drying and minimizing moisture in aggregates should be encouraged, including paving under stockpiles and in certain conditions covering stockpiles. |
Four paving operations were observed during the scan. From a placement standpoint, no differences were noticed between the equipment used to place HMA and WMA. In all cases, the HMA or WMA was hauled in end-dump trucks that were unloaded directly into the paver hopper. Heavy tamping-bar vibratory-screed pavers are commonly used to place asphalt in Europe (figure 17). This type of paver tends to produce a high degree of density immediately behind the paver. Kolo Veidekke reportedly uses a more conventional U.S.-style paver for a particular type of paving, referred to as track-paving, described later in the document.
Figure 17: Heavy tamping-bar paver.

Steel-wheel vibratory rollers were used for compaction on all of the projects visited. Drum widths tended to be narrower than those used in the United States. Although the French gyratory compaction protocol is correlated to passes with a rubber tire roller, rubber tire rollers are used sparingly on HMA and WMA in the countries visited. A Sasol representative stated that there was no observed difference in pick-up with a rubber tire roller when compacting WMA produced with Sasobit. Compaction was reportedly achieved in the same or fewer passes.
Figure 18: Close-up of tamping bars and vibratory screed.

It was generally noted that the paving equipment was cleaner when using WMA. Workability seemed to vary, depending on the process, but in most cases it seemed to be good. In Norway, workers were observed paving around a series of manhole covers with WMA produced using the WAM-Foam process. The mix temperature directly behind the screed ranged from 88 to 99 °C (190 to 210 °F). The workers did not appear to have any problems with the handwork and even shimmed the elevation of the manhole covers using WMA (figure 19). Paving crews seemed to prefer WMA, particularly in the hottest part of the summer.
Figure 19: Handwork with WMA around manhole.

In the European countries visited, the scan team observed no differences in paving practices between HMA and WMA, except that the placement temperatures were lower. Although paving practices vary slightly between the United States and Europe, particularly on the type of pavers used, there are no barriers to the use of WMA in the United States in placement practices. The increased prevalence of higher production drum plants in the United States is not considered a barrier to the implementation of WMA. However, best practice guidelines must be implemented for aggregate storage to minimize composite moisture contents and adjustment of drum plant burners and flighting.
One type of asphalt observed in France and Germany that is not used in the United States is gussasphalt (mastic asphalt). Mastic asphalt makes up 1.6 percent of the total HMA usage in Germany. In France, it is used mainly in Paris. Although mastic asphalt usage is relatively small, it is a technology that agencies want to continue to specify. Because of the extremely high temperatures used for mastic asphalt, it is a driving force toward WMA in areas where mastic asphalt is routinely used.
Mastic asphalt is reported to be durable, waterproof, and skid resistant. It is used as a wearing course on the Autobahn in rural Germany. In this application, the lifespan is expected to be 30 years.(33) Mastic asphalt is also used as a waterproofing layer for bridge decks and in parking structures. In addition, it is used as a pedestrian surface in Germany and France, particularly Paris, and as an interior flooring material. Only a few mastic asphalt projects have been constructed in the United States.
Mastic asphalt is produced in three nominal maximum aggregate sizes (NMAS) ranging from 5 to 11 mm. Depending on the NMAS, the mixture contains 20 to 34 percent dust, with an asphalt content of 6.5 to 8.5 percent by total weight of mix. Mastic asphalt is mixed in special transports (see figure 20) at 250 °C (482 °F) and placed by hand (see figure 21) or mechanical spreader at temperatures exceeding 200 °C (392 °F). Aggregate, typically 2- to 5-mm particles, is broadcast on the surface and embedded to provide skid resistance.
Figure 20: Unloading a mastic asphalt transport.

Figure 21: Placing mastic asphalt.

The expanding number of WMA technologies used in Europe is a function of the relationship between the industry and government agencies. Generally speaking, European contractors tend to be larger. In France, the scan team met with three major contractors: Colas, EIFFAGE Travaux Publics, and Eurovia. Each contractor has extensive research capabilities that allow it to lead innovation. Not surprisingly, each has developed one or more WMA technologies. Throughout Europe, industry has led the development of WMA technologies. The agencies concentrate their efforts on evaluating the technologies. In France, LCPC has actually offered to partner with smaller contractors to help them develop WMA technologies to allow them to compete with the larger contractors. The difference in the size and technological capability of European contractors compared to many U.S. contractors may put U.S. contractors at a disadvantage on evaluating and selecting, let alone developing, WMA technologies.
| Challenge 6: Individual contractors need to determine what products and technologies will work over the widest range of applications. In the past, agencies have mandated changes. In Europe, contractors have staffs who routinely conduct research to develop new products and processes. In the United States, contractors generally do not have these resources available in their own organizations. Such resources in the United States are generally found in research institutions and consultancies. |
Although contractors tend to be larger in Europe than in the United States, production rates are lower. Kolo Veidekke produced 1.65 million tons in 2006 with 30 plants, or an average of 55,000 tons per plant per year. A large U.S. contractor, by comparison, produces about 137,000 tons per plant per year with individual high-capacity drum plants producing 200,000 to 650,000 tons per year.
Contractors in all of the countries visited as well as agencies in France observed that WMA is a component of sustainable development. In Norway, Kolo Veidekke observed that WMA was a step toward corporate social responsibility.(10) Sections of Colas', Eurovia's, and EIFFAGE's annual reports to shareholders are devoted to their efforts on sustainable development, including the development of WMA technologies.(14,34,35) The range of business practices considered within the framework of sustainable development is much wider than environmental protection and also includes human rights, labor standards, and business ethics. In terms of sustainable development, the main benefit from the use of WMA is the reduction of greenhouse gases and fuel usage. Recycling, reduced energy consumption, and reduced chemical usage, particularly solvents, are other examples of sustainable development practices being implemented by European contractors to address environmental protection.
During the scanning study, the team noticed several differences between typical European practices for the design, production, and placement of asphalt mixtures. In addition, the team also noticed differences between European and U.S. contractors. The water absorption of aggregates used to produce asphalt mixtures was generally less than 2 percent in the countries visited and less than 1 percent in France. The water absorption of aggregates used to produce asphalt mixtures in parts of the United States is higher, up to 5 percent. The Europeans experienced with the production of WMA repeatedly emphasized that the coarse aggregate must be dry. The higher the aggregate water absorption, the more difficult this may be. The contractors in the countries visited routinely blend or modify binders. By comparison, the United States has invested heavily in the PG binder system with supplier certification. Several WMA processes modify the binder, which may affect the grading of the binder (due to reduced aging). Throughout Europe, performance tests play a broader role in the mix design process. Performance tests enable European agencies and contractors to better assess innovative products, such as WMA, before conducting field trials.
Based on the countries visited, batch plants and in some cases smaller drum plants appear to be more prevalent in Europe. Increased drying is expected to result at the same (lower) temperature in a batch plant as a drum plant. This may be an advantage when producing WMA. Although some differences in placement practices were observed, placement practices did not differ between HMA and WMA; only the temperature was lower. Finally, European contractors appear to be better equipped in terms of research and development capabilities compared to U.S. contractors. This capability helps European contractors develop and select innovative materials like WMA.
| << Previous | Contents | Next >> |

